Мебельная эксцентриковая стяжка это один из видов крепежа применяемый при производстве мебели. Она позволяет скрыть места крепления деталей, что положительно сказывается на дизайне изделий. Другое достоинство эксцентриковой стяжки в том, что она позволяет многократно собирать и разбирать мебель без потери прочности соединений, например, при транспортировке. Однако при всех своих достоинствах она сложнее в установке, чем другие виды мебельного крепежа. Поэтому очень важно правильно выполнять все инструкции по установке приведенные в этой статье.
Сборка мебели эксцентриковыми стяжками выполняется в следующей последовательности. Стяжка состоит из двух частей эксцентрик и шток. Принцип работы этого крепежа очень прост. В одну деталь закрепляется шток, в другую эксцентрик. Далее детали соединяются и поворачивают эксцентрик, который фиксирует детали. Сборка и разборка мебели с помощью эксцентриковых стяжек выполняется очень быстро и просто, что является большим достоинством этого типа крепежа.
Эксцентриковая стяжка может иметь различные размеры как штоков, так и эксцентрика. Самый распространенный это эксцентрик размером 15 мм. Шток может иметь размер 10, 26, 34 мм. Размер эксцентриковой стяжки выбирают из условий применения. Так для полок хорошо подойдет шток длиной 10 мм, а для соединения деталей мебели выбирают 26 или 34 мм.
При соединении деталей эксцентриковой стяжкой важно строго соблюдать установочные размеры. Правильная установка стяжки обеспечит точное соединение деталей. Установочные размеры для всех видов эксцентриковых стяжек одинаковые за исключением размеров штока, о которых говорилось ранее.

При соединении деталей эксцентриковой стяжкой важно следить за положением штока относительно эксцентрика. Если шток сильно закручен, то эксцентрик нельзя будет повернуть 180 градусов и соединение не закрепится, если шток не докручен, то плотно соединить детали эксцентриковой стяжкой не получится.
Перед тем как приступить к изготовлению пазов под эксцентриковую стяжку необходимо сделать разметку. Разметку достаточно легко выполнить вручную с помощью линейки. Для этого удобно положить соединяемые детали друг на друга с небольшим смещением и сделать отметки под пазы.
 Готовый шаблон позволяет размечать пазы для крепежа любого размера, что полностью перекрывает всю размерную цепь штоков.
Готовый шаблон позволяет размечать пазы для крепежа любого размера, что полностью перекрывает всю размерную цепь штоков. Присадка эксцентриковой стяжки — это самый сложный этап сборки мебели. Здесь важно точно выполнить все отверстия, так как от этого зависит качество соединения деталей. Присадка выполняется с помощью трех режущих инструментов два сверла и фрезы. Отверстия под эксцентриковые стяжки могут быть сделаны с помощью дрели, шуруповерта или фрезера. Последний позволяет выполнить присадку с максимальной точностью.
Диаметр сверла под эксцентриковую стяжку выбирают исходя из размеров штока. Для большинства видов штоков диаметр сверла для закрепления штока в деталь составляет 5 мм (со стороны самореза). Для отверстия, через которое шток соединяется с эксцентриком 8 мм. Однако иногда попадается уменьшенный шток, в этом случае применяется сверло диаметром 6 мм для плотной посадки эксцентриковой стяжки.
Для установки эксцентрика применяется фреза. Фреза под эксцентриковую стяжку имеет и другое название сверло Форстнера. Для стандартного эксцентрика применяется сверло диаметром 15 мм. Такие размеры отверстия позволяют посадить эксцентрик точно без зазора, что положительно сказывается на прочность соединения деталей.
Сверление отверстий можно выполнять вручную или использовать готовый кондуктор для эксцентриковой стяжки. Применение кондуктора позволяет сделать отверстия обычной дрелью очень точно. Однако часто приобрести кондуктор бывает сложно и приходится все отверстия выполнять с помощью обычной дрели. В этом случае сверло для эксцентриковой стяжки следует выбирать специальное для дерева. Оно отличается от сверл, которые обычно есть в каждом доме. Благодаря особой конструкции оно позволит правильно просверлить все отверстия.
Благодаря особой конструкции оно позволит правильно просверлить все отверстия.
С помощью мебельного кондуктора, показанного на рисунке выше, можно выполнить всю разметку и сделать все отверстия под эксцентриковую стяжку. Порядок работы с кондуктором следующий. Сначала кондуктор устанавливается на деталь и отмечается место паза под эксцентрик через соответствующее отверстие на кондукторе. Далее фрезой делают отверстие под эксцентрик. В соответствующее отверстие на кондукторе вставляют разметочный штифт. После чего устанавливают кондуктор на деталь и сверлят отверстие под шток эксцентрика. Так за несколько операций получается очень точная присадка под эксцентриковую стяжку.
Эксцентриковая стяжка (растексы, минификсы, эксцентриковый зажим – кто как называет) – это один из наиболее распространённых видов мебельного крепежа.
Минификсы хороши тем, что детали, стянутые с их помощью, можно многократно разбирать и собирать обратно, без потери жесткости, что не получилось бы при использовании конфирматов, где с каждой сборкой/разборкой крепление будет терять жесткость.
Минус у мебельного минификса только один – это кропотливая работа по его установке. Если не иметь дорогостоящего присадочного оборудования, для установки своими руками нужно очень тщательно разметить и точно просверлить три разных отверстия в трех разных плоскостях, что обычно занимает очень много сил и времени.
Данная работа не терпит оплошностей в разметке. Ведь отрегулировать соединение вы в итоге не сможете.
Так же его стоимость нельзя назвать совсем дешевой. Цена минификса обычно дороже конфирмата в 3-4 раза.
Поэтому ее стоит применять в самых необходимых случаях.
Эксцентриковый зажим используют в местах крепления деталей (Т- или Г-образных), соединение которых необходимо скрыть от посторонних глаз. Например, ими крепят:

Установленный шток минификса эксцентрикового зажима полностью скрыт в теле ДСП, а видимым остается только эксцентрик, который устанавливают с внутренней стороны изделия.
В зависимости от производителя, есть несколько модификаций минификса, в комплект которой входит:
Так же существуют угловые (на шарнире) и двухсторонние стяжки. Но для их использования нужно быть полным извращенцем, а так же хорошенько подумать, куда их можно применить. В наше время их практически перестали использовать из-за ненадобности.
Популярным сегодня остается эксцентриковый зажим, шток которого идет уже с резьбой под ДСП, без пластиковой втулки. То есть состоит только из двух частей: штока и эксцентрика.
Но, на всякий случай, в данной статье мы разберем монтаж двух видов этого крепежа — как с втулкой, так и без нее.
Необходимый инструмент:
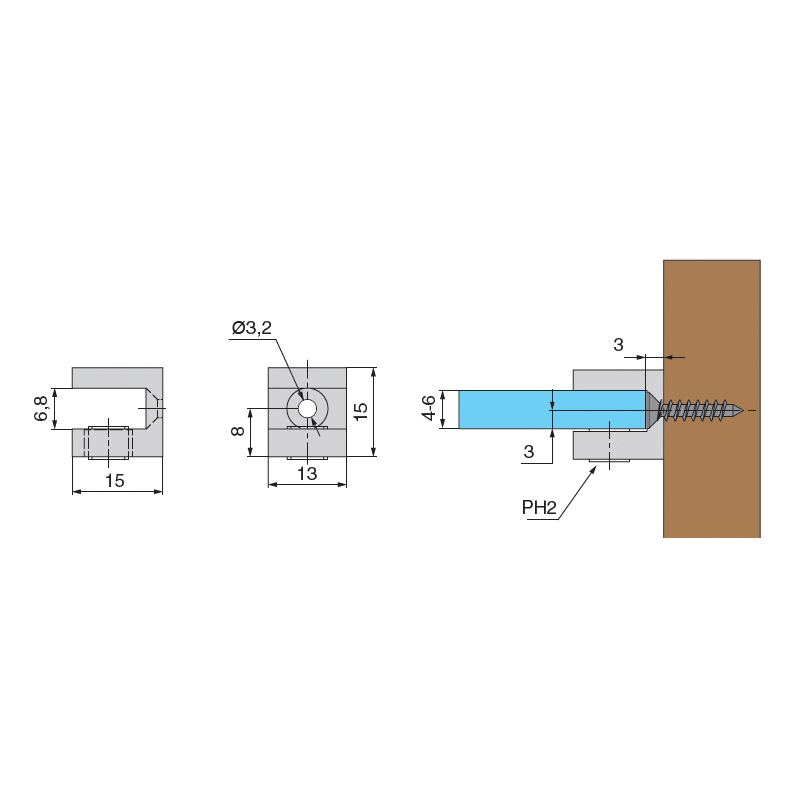
Стандартная толщина тела штока стяжки 6 мм, а длинна – 44 мм. Диаметр эксцентрика составляет 15 мм, а его глубина –12,5 мм. Фото эксцентрика и штока:
Как уже упоминалось выше, для установки минификса в соединяемых деталях нужно сделать три отверстия разного диаметра.
Итак, давайте приступим к сборке.
Для качественной сборки, чтобы ексцентрик захватил головку штока, она должна выглядывать на 6 мм:
Под вкручивание штока в ДСП делается отверстие сверлом 5 мм (или конфирматным), если это боковина, его центр должен располагаться на расстоянии 8 мм от края, глубиной 10-11 мм (шток должен вкручиваться плотно и до самого конца, по отметку, это видно на фото).
В другой детали делается разметка под два отверстия.
Первое — на расстоянии центра на 34 мм от края, под отверстие фрезой «Форстнера» диаметром 15 мм. Его глубина должна быть равной толщине эксцентрика (около 12 мм), чтобы эксцентрик вошел в деталь «заподлицо».
Второе отверстие делается в торце детали, строго по центру, сверлом 7 мм (на 1мм больше тела штока).
Далее, в отверстие 5 мм вкручивается шток эксцентрика, на него насаживается вторая деталь, и конструкция зажимается минификсом.
Принцип сборки минификса со втулкой точно такой же, как и при установке металлического минификса, с единственным отличием –
Делается оно сверлом 10 мм, далее с помощью клея ПВА в отверстие крепится пластиковая втулка, а все остальные этапы повторяются.
 youtube.com/embed/J9A3o-ivfes?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/J9A3o-ivfes?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»>
Эксцентриковые стяжки различных модификаций, благодаря своим преимуществам, получили в последнее время широкое распространение.
Они являются оптимальным выбором для мебели, подвергаемой периодическим сборкам-разборкам, при этом соединения не разнашиваются, сохраняя свои свойства. Второй нишей, занимаемой эксцентриками, являются соединения, в которых нужно скрыть наличие фурнитуры (например, столешница или полка). Видимая же часть эксцентрика размещается внутри корпуса изделия в труднодоступных взгляду местах.
В данной статье мы рассмотрим как установить минификс
создание же стяжки на основе VB35 от Хеттих мы рассмотрим отдельно
Эксцентрик-минификс состоит из трех деталей: штока, футорки и эксцентрика. В некоторых модификациях футорки отсутствуют, а шток заворачивается непосредственно в деталь (такое соединение менее стойкое к сборке-разборке, но зато проще в изготовлении).
Для изготовления такой стяжки потребуется следующий инструмент:
Фреза Форстнера 15мм, сверла цилиндрические — лучше по дереву, но можно и по металлу 10 мм (или 5 мм при установке штока-самореза) и 7 мм, разметочный инструмент (карандаш, столярный угольник, в идеале – универсальный кондуктор).
В качестве примера приведу порядок установки 42-мм минификса-самореза.
На обеих заготовках отмечаем линию соединения (от края детали оно должно быть одинаковым L1=L2).
На пласти детали №1 размечаем отверстие под шток. Для этого отступаем от края половину толщины перпендикулярной детали. Для 16 мм ЛДСП – это будет 8 мм.
Засверливаем слепое отверстие диаметром 5 и глубиной 8-9 мм (на сверло желательно одеть ограничитель, например, резиновое кольцо). В случае с использованием футорок диаметр отверстия будет 10 мм при глубине 11 мм.
В это отверстие вкручивается шток (забивается футорка и вкручивается шток).
На пласти детали №2 размечаем отверстие под эксцентрик. Отступив по линии соединения 34 мм, (я для наглядности высверлил разметочное отверстие тонким сверлом) фрезой Форстнера сверлим слепое отверстие глубиной 11 мм . Обязательно сверление нужно производить на ровной твердой подложке, во избежание продавливания ламината сверлом с другой стороны.
Отступив по линии соединения 34 мм, (я для наглядности высверлил разметочное отверстие тонким сверлом) фрезой Форстнера сверлим слепое отверстие глубиной 11 мм . Обязательно сверление нужно производить на ровной твердой подложке, во избежание продавливания ламината сверлом с другой стороны.
На торце детали №2 по середине линии соединения сверлим отверстие диаметром 7 мм глубиной 30 мм (сверло должно провалиться в отверстие для эксцентрика).
Вставляем в отверстие эксцентрик (он должен быть утоплен полностью, заподлицо с поверхностью детали)
Составляем детали, погрузив шток в 7мм отверстие, затягиваем эксцентрик.
Соединение готово. Для большей прочности его желательно усиливать шкантами (я иногда в качестве шкантов использую простые полкодержатели-бочонки) На рисунках это заметно.
Далее мы перейдем к достаточно редкой, но интересной стяжке — VB35 от фирмы Blum
Эксцентриковая стяжка относиться к категории соединительной фурнитуры. С ее помощью можно достичь идеально ровной поверхности любого полового покрытия.
С ее помощью можно достичь идеально ровной поверхности любого полового покрытия.
Установка эксцентриковой стяжки достаточно простая, что позволяет выполнить это действие своими руками.
Эксцентриковая стяжка состоит из частей фурнитуры, которую необходимо соединять с помощью специальных креплений. Эксцентриковая стяжка является наиболее экономичным вариантом, так как ее можно использовать несколько раз.
Она характеризуется прочностью, надежностью и высоким уровнем износоустойчивости, что значительно продляет срок ее эксплуатации.
Эксцентриковая стяжка состоит из стока, который имеет т-образную головку, и специального фиксатора, который называется эксцентриком. Эксцентрик может иметь различный диаметр:
Эксцентриковая стяжка характеризуется невидимостью с внешней ее стороны, что предоставляет массу удобств во время ее использования. Благодаря использованию минфикса количество использованных изделий значительно сокращается.
Благодаря использованию минфикса количество использованных изделий значительно сокращается.
В состав эксцентриковой стяжки входит цилиндр. Его установка производиться в специальное отверстие, которое находиться в детали. Данную деталь необходимо присоединить к основной части стяжки.
Также эксцентриковая стяжка состоит из заглушки, с помощью которой торцевая поверхность эксцентрика закрывается.
Крепление эксцентриковой стяжки производиться с помощью сверла, фрезы, линейки, шуруповерта, шила и карандаша. В деталях, которые предназначаются для соединения, делаются три отверстия.
Все эти отверстия должны иметь разные размеры. Далее необходимо сделать отверстие на 5 миллиметров. С этой целью используется сверло.
В другой детали делается также два отверстия. С этой целью используется фреза. Толщина отверстия должна полностью соответствовать толщине эксцентрика. Это обеспечит его максимально точное вхождение.
В торце детали с помощью сверла необходимо сделать еще одно отверстие.
На последнем этапе необходимо вкрутить шток эксцентрика. На данное приспособление насаживается вторая деталь. С помощью минификса данная конструкция зажимается.
Также можно собрать минфикс с пластмассовой втулкой. Данное действие производиться аналогично установке минфикса из металла.
С помощью эксцентриковой стяжки осуществляется соединение различных деталей. Используется эксцентриковая стяжка для крепления столешниц различных столов, комодов, шкафов и т.д.
Для использования этого вида стяжки необходимо просверлить два отверстия в верхней части ножки мебели. Производиться это действие с целью установки фиксаторов.
На торцевой части мебели необходимо также просверлить аналогичные отверстия. Благодаря этому действию можно получить сквозной канал.
Аналогичные отверстия необходимо просверлить в столешнице, в которые вкручивается шток, имеющий т-образную головку. Ножку мебели необходимо приложить к столешнице так, чтобы их отверстия совпадали.
Ножку мебели необходимо приложить к столешнице так, чтобы их отверстия совпадали.
Далее необходимо просунуть через этот канал шток. Заключительным этапом является прокручивание эксцентрика. Делается это по часовой стрелке. Эксцентриковая стяжка является достаточно качественным креплением, которое широко используется для мебели.
Смотрите также:
Полезные советы о цементной стяжке пола
Информацию о сухой стяжке пола смотрите тут http://glavspec.ru/tehnologiya-suhoy-styazhki-pola.html
Для чего нужна стяжка пола? – ответ на вопрос смотрите здесь
При выполнении этого вида стяжки необходимо максимально точно располагать отверстия в деталях. Благодаря этому шток стяжки и эксцентрик располагается максимально правильно. В противном случае можно испортить, как дверной замок, так и само изделие.
А также смотрите полезный видео материал об эксцентриковой стяжке:
Твитнуть | Установка минификса
| Установка минификсаЭксцентриковая стяжка — один из самых распространенных видов крепежной фурнитуры для деталей мебели с ДСП. Состоит с эксцентрика, стойки и футорки (своеобразная гайка).
Различаются по:
К примеру, мне встречалась гайка (футорка) очень интересной конструкции. В нее был вставлен такой себе шарик, который во время вкручивания винта раздвигал своеобразные лепестки, которые врезались в ДСП детали, образовав довольно таки красивый рисунок.
Отверстия под эксцентрик выбирается специальной фрезой или сверлом Форстнера но за отсутствия того или иного преспособления вполне возможно выполнить и обычным перьевым сверлом по древесине (как правило 15 миллиметровое сверло в диаметре идеально подходит). А образовавшиеся отверстия от направляющего шипа сверла с противоположной стороны детали с ДСП можно замаскировать обычными заглушками для саморезов.
Глухое отверстие под футорку (гайку) можно наметить тем же сверлом по дереву, а затем осторожно, на больших оборотах дрели, понемногу, досверлить, (правда, необычным) необходимого диаметра и хорошо заточенным, сверлом по металлу. Необычным сверлом в том разумении, что предварительно я заострил сверло по металлу под большим углом, который составил практически 180 градусов.
Принцип работы эксцентриковой стяжки В плоскость присоединяемой детали впрессовывают, в некоторых случаях вворачивают металлическую (пластиковую) футорку в которую вворачивают шток стяжки с «T» — образной головкой. При сборке данного изделия шток проходит сквозь торцевое отверстие в основной детали, после чего его головка оказывается в отверстии, просверленном в ее плоскости. В поперечное отверстие устанавливают эксцентрик, таким образом, чтобы его внутренняя эксцентричная поверхность захватывала головку штока. Далее эксцентрик проворачивается в отверстии, благодаря чему воздействует на головку штока, причем сначала сближает соединяемые детали и затем создает необходимое усилие в данном соединении.
По сути, эксцентриковая стяжка состоит из: литого металлического эксцентрика, футорки (гайки) и штока. Существуют также и иные конструкции стяжки такого рода, например, когда шток вворачивают непосредственно в материал присоединяемой детали, то есть без применения футорки (гайки). Но главное отличие эксцентриковых стяжек между собой это диаметр самого эксцентрика. К примеру, чем больше диаметр эксцентрика, тем больше ход стяжки соответственно и больше возможное усилие. Как правило, по крайней мере, самые распространенные эксцентрики диаметром — 12, 15 или 25 миллиметров. Эксцентрики больших диаметров, такие как 25,0 миллиметров и иногда 15,0 миллиметров закрываются специальными пластмассовыми заглушками.
Недостатки эксцентриковой стяжкиВозможное ослабление стяжки при активной эксплуатации изделия. У разных производителей решение этой проблемы – разное. Некоторые производители внутреннюю рабочую поверхность эксцентрика выполняют вогнутой, с которой контактирует сферическая рабочая поверхность головки штока. Другие же конструкции выполнены таким образом, что внутренняя рабочая поверхность эксцентрика – ступенчатая с которой контактирует плоская рабочая поверхность головки штока. Причем наружная поверхность такого эксцентрика снабжена косыми сглаженными зубцами, которые наклонены в противоположную сторону его вращению при сборке изделия, благодаря чему увеличивается сцепление с материалом изделия, что дополнительно препятствует его самовольному повороту, в результате чего может ослабиться соединение в процессе активной эксплуатации изделия. Также данная конструкция эксцентрика, то есть внутренние насечки, благодаря которым усиливается его сцепление со штоком сравнительно с гладкой его поверхностью примерно в 2 — 3 раза.
Другие же конструкции выполнены таким образом, что внутренняя рабочая поверхность эксцентрика – ступенчатая с которой контактирует плоская рабочая поверхность головки штока. Причем наружная поверхность такого эксцентрика снабжена косыми сглаженными зубцами, которые наклонены в противоположную сторону его вращению при сборке изделия, благодаря чему увеличивается сцепление с материалом изделия, что дополнительно препятствует его самовольному повороту, в результате чего может ослабиться соединение в процессе активной эксплуатации изделия. Также данная конструкция эксцентрика, то есть внутренние насечки, благодаря которым усиливается его сцепление со штоком сравнительно с гладкой его поверхностью примерно в 2 — 3 раза.
Для выполнения качественной, то есть надежной эксцентриковой стяжки необходимо предельно точное взаиморасположение всех сопрягаемых отверстий. Сверление таких отверстий так сказать «на коленке» неизбежно приведет к поломке изделия или эксцентрика при приложении усилий во время сборки.
Собственно говоря, отсутствие точного присадочного оборудования и ограничивает применение эксцентриковой стяжки в мебели отечественного производителя.
Столярные работы, Ремонтные работы, Монтажные работыМинификс (эксцентриковая стяжка) предназначен для соединения деталей под прямым углом. Главной особенностью данного вида фурнитуры является то, что минификс позволяет соединять детали без сверления сквозного отверстия с плоской стороны детали. Например, вы решили сделать своими руками компьютерный стол. И, конечно же, вам надо, чтобы крышка стола снаружи выглядела эстетично и красиво. Чтобы не было сквозных отверстий в столешнице, и на ней не блестели «шляпки» от конфирматов. Вот одним из решений данного вопроса может стать установка минификсов в соединении верхней крышки стола с его каркасом.
Как говорилось ранее в наших статьях, мы не особо приветствуем использование минификсов в изготовлении мебели своими руками. Да что там своими руками! Как показывает практика, даже ушлые мебельщики не в восторге от данного вида фурнитуры. Всё дело в том, что «ручная» установка минификсов требует точности и мастерства от сборщика, а также отнимает больше времени, чем, например, установка альтернативного вида фурнитуры, такого как мебельная угловая стяжка.
Да что там своими руками! Как показывает практика, даже ушлые мебельщики не в восторге от данного вида фурнитуры. Всё дело в том, что «ручная» установка минификсов требует точности и мастерства от сборщика, а также отнимает больше времени, чем, например, установка альтернативного вида фурнитуры, такого как мебельная угловая стяжка.
В наших чертежах мебели минификсы практически отсутствуют. Однако бывают ситуации, когда использование эксцентриковой стяжки является наиболее оптимальным и удачным решением. Поэтому, мы решили, что вам необходимо иметь представление о том, как правильно размечать и сверлить отверстия под минификсы, чтобы впоследствии вам не было «мучительно больно» за неправильно выполненные действия.
Наносим разметку для сверления отверстий под соединительный болт минификса с плоской стороны детали. О правильном нанесении разметки читайте в здесь.
Вначале мы выполняем вышеописанным способом разметку под соединительный болт минификса (разметка для отверстий под минификс будет указана в чертежах к изделиям). Затем нужно сделать несквозное отверстие в детали на глубину не менее 12мм сверлом диаметром 5мм.
Затем нужно сделать несквозное отверстие в детали на глубину не менее 12мм сверлом диаметром 5мм.
Теперь делаем еще одну разметку с плоской стороны детали, но уже на следующей детали, которая будет стыковаться с той деталью, для которой мы уже сделали разметку и просверлили отверстие. Эта разметка потребуется для сверления отверстия под корпус (барабан) минификса.
Когда разметка под корпус минификса готова, приступаем к сверлению отверстия. Для этого нам понадобится дрель и сверло Форстнера диаметром 15мм. Чтобы сверло не скользило по детали во время сверления, нужно хорошо разметить шилом место сверления. Отверстие делаем на глубину 10мм не менее и не более. Сделаете меньше, и корпус минификса будет выступать над поверхностью детали. В таком случае нужно досверлить отверстие. Если сделаете отверстие большей глубины, то корпус минификса слишком сильно войдет вглубь детали, и качественно зафиксировать его будет тяжело. Но если такое случилось, то можно насыпать на дно отверстия немного стружки, и тем самым поднять корпус минификса до необходимого уровня.
Но если такое случилось, то можно насыпать на дно отверстия немного стружки, и тем самым поднять корпус минификса до необходимого уровня.
Теперь, на той же детали, где мы делали отверстие под корпус минификса и сверлили его при помощи сверла Форстнера, делаем разметку для сверления отверстия с торца детали. Как сделать точную разметку с торца детали, написано в этой статье.
На той же детали, на которой мы делали отверстие под корпус минификса, нам нужно сделать еще одно отверстие с торца детали. Оно должно быть направлено на центр уже просверленного отверстия под корпус минификса (разметка под эти отверстия указана в чертежах к изделиям). Берем дрель со сверлом диметром 7мм и сверлим отверстие с торца детали, пока сверло не войдет в уже просверленное отверстие для корпуса минификса.
Нюансы: В противном случае, качественно соединить детали будет невозможно.
В противном случае, качественно соединить детали будет невозможно.Изготовление мебели предусматривает использование разнообразных видов креплений, от качества которых зависит надежность, долговечность и прочность изделий. В последнее время покупатели отдают предпочтение эксцентриковой стяжке для мебели, а производители всячески расхваливают, рекламируя свою продукцию. Она хорошо влияет на качество конструкции, скрывая места креплений и другие недостатки, не испортив при этом дизайн. Кроме того, использование эксцентриковой стяжки позволяет собирать и разбирать конструкцию много раз, а при этом ее соединения сохраняют свою прочность на долгое время.
Составными элементами эксцентриковой стяжки являются стойки, футорки и эксцентрик. По фирме-производителю стяжки делят на следующие виды:
 Если мебель необходимо часто разбирать и собирать, то такой вариант стяжки подойдет как нельзя лучше. Минификс легко монтируется, если мебель продается с уже установленными минификсами. Данная конструкция способна выдержать множество этапов сборки и разборки. За счет скрытых креплений стяжка очень эстетично смотрится.
Если мебель необходимо часто разбирать и собирать, то такой вариант стяжки подойдет как нельзя лучше. Минификс легко монтируется, если мебель продается с уже установленными минификсами. Данная конструкция способна выдержать множество этапов сборки и разборки. За счет скрытых креплений стяжка очень эстетично смотрится.Чтобы правильно выбрать стяжку для мебели, необходимо точно знать, чем изделия отличаются друг от друга. Устанавливая эксцентриковые стяжки, необходимо знать, что детали имеют:

Также нужно досконально изучить принцип работы соединителя. Необходимо, чтобы головка штока прошла через специальное отверстие, которое находится на основном элементе. Когда головка будет внутри, на нее нужно аккуратно установить эксцентрик, при повороте которого все детали будут постепенно сближаться, а затем соединяться.
Основные достоинства эксцентриковой стяжки следующие:
Также эксцентриковая стяжка имеет некоторые недостатки, которые вряд ли окажутся существенными:

Использование стяжки позволит крепко соединить все необходимые элементы и детали конструкции, потому присмотритесь к такому варианту.
Как установить эксцентриковую стяжку для мебели? Это знает практически каждый, поскольку данный вид используется не так уж и редко. Чаще всего с помощью эксцентриковой стяжки крепят столешницы на столы, сделанные из древесноволокнистой плиты, столешницы комода и составляющие шкафа-купе.
Соединяя детали конструкции такого рода стяжкой, важно соблюдать размеры установки. Если она смонтирована правильно, то все элементы будут надежно и крепко держаться между собой на протяжении не одного десятка лет. Размеры установки все виды стяжек имеют одинаковые, отличаются только параметры штока. Особое внимание следует уделить установке штока: если деталь слишком сильно закрутить, то эксцентрик не будет поворачиваться. Если недокрутить, то конструкцию собрать не удастся.
Перед установкой эксцентриковой стяжки стоит запомнить, что все монтажные работы должны проводиться поэтапно.
Чтобы пазы, сделанные под крепление, были точными, необходимо аккуратно сделать разметку. С помощью обыкновенной линейки и карандаша сделайте это собственноручно. Все детали необходимо сложить ровно друг на друга и начертить отметки. Чтобы сделать разметку, используют специальный трафарет для эксцентриковой стяжки. Он позволяет более точно нанести отметки на полотно, не сделав ошибок.
Самый сложный и ответственный этап сборки мебели – это присадка под стяжку. Когда разметка нанесена, важно правильно и точно сделать отверстия. Чтобы выполнить присадку, понадобятся:
Это все, что понадобится для проведения слаженной работы по установке крепежных элементов для соединения мебельных деталей в одно целое и их надежного закрепления для безопасной эксплуатации.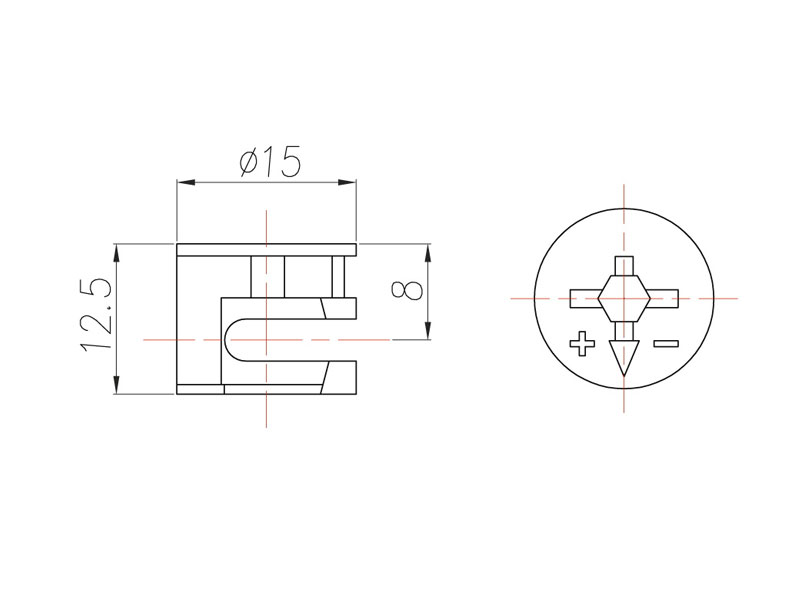
Если электрофрезы нет, можно воспользоваться ручной фрезой, дрелью или шуруповертом. Сверло под эксцентриковую стяжку должно иметь такой же диаметр, как и шток. Для закрепления большинства штоков используют сверло диаметром пять миллиметров. Если шток будет уменьшенным, то лучше использовать шестимиллиметровое сверло. Установка эксцентрика предполагает использование фрезы с пятнадцатимиллиметровым сверлом.
Часто отверстия делают вручную с помощью кондуктора для сверления эксцентриковой стяжки. В этом случае придется использовать дрель и сверло по дереву.
Чтобы сделать разметку и отверстия с помощью готового кондуктора, необходимо установить его на рабочую поверхность. Затем нужно сделать отверстие, соответствующее диаметру детали. После чего в кондуктор ставят штифт для разметки и сверлят отверстие под шток.
Эксцентриковая стяжка – это распространенный и надежный вид крепежа. Если изучить приведенные выше ее особенности, достоинства и недостатки, можно избежать ошибок, которые появляются при ее выборе и в ходе работы. Покупая стяжку, следует понимать, что это один из самых важных и значимых элементов мебели, который помогает создать усилие между элементами конструкции. Благодаря этому мебель становится более прочной и устойчивой к нагрузкам.
Покупая стяжку, следует понимать, что это один из самых важных и значимых элементов мебели, который помогает создать усилие между элементами конструкции. Благодаря этому мебель становится более прочной и устойчивой к нагрузкам.
Эксцентрическая стяжка — на сегодняшний день самый популярный вид соединительной фурнитуры. Мебельная стяжка сочетает в себе высокую прочность и надежность соединения, ненавязчивую стяжку, а также может использоваться многократно.
Эксцентриковые стяжки в зависимости от производителя делятся на:
Рисунок 1 — Чертеж эксцентриковой стяжки
Эксцентриковая стяжка (рисунок на фото выше) — стержень с Т-образной головкой и фиксатором (эксцентриком). Основное различие между типами стяжек, указанное выше — размер кулачка: бывают стяжки с диаметром зажима 12 мм, 15 мм или 25 мм.
Основное различие между типами стяжек, указанное выше — размер кулачка: бывают стяжки с диаметром зажима 12 мм, 15 мм или 25 мм.
ВАЖНО! При использовании эксцентрика диаметром 25 мм Пользователь предполагает обязательное использование и пластиковых заглушек.
Недостатком этой системы является только одна стяжка: блокировка во время работы может быть ослаблена.Чтобы предотвратить проявление этого дефекта, производители предлагают различные способы, в том числе установку вогнутой или ступенчатой рабочей поверхности.
Рисунок 2 — Пример эксцентриковой стяжки
служит для соединения двух отрезков ткани. Рассмотрим принцип ее действия на примере крепления ножек стола: как установить стяжку в деталях его стола?
В верхней части ножек стола просверлите два отверстия для металлической защелки.
Два подобных отверстия просверлить на торце стола (выше только что проделанные отверстия). В результате мы проходим канал.
В результате мы проходим канал.
В столешнице просверлены еще два отверстия (на этот раз глухое) в том же месте относительно друг друга.
Рисунок 3 — Элемент 15 стяжки Rastex от Hettich (менее 10 центов за штуку)
В получившиеся отверстия прикручиваем штангу с Т-образной головкой.
ножки стола прикладываются к столешнице так, чтобы приклад проходил через заготовленный канал, находясь в центре отверстия для замка и входя в сам замок.
Затем вы должны повернуть кулачок по часовой стрелке до упора. Таким образом, рулевая тяга заблокируется.
мебельный соединитель На этом установка завершена.
ВАЖНО! Эксцентриковая стяжка — лучшее крепление для мебели. Однако этот вид крепления требует предельно точного позиционирования отверстий в кулачке и стяжной шпильке. В противном случае — двойная потеря: есть риск повредить как замок, так и детали изделия.
Рисунок 4 — BLUM (эксцентрично растягивающийся)
 ;
;ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к вибробетонным стяжкам и, в частности, к переносной стяжке минимального веса и оптимальной прочности и жесткости, которые могут быть объединены в серию соединенных между собой рамных элементов для придания однородных вибраций налитому бетону для утрамбовки и уплотнения. выравнивание бетона по мере его завершения.
Поскольку затраты на рабочую силу продолжают расти, становится все более важным выполнить трудоемкую задачу в кратчайшие сроки, чтобы снизить возможные затраты на рабочую силу.С этой целью и, в частности, что касается отделки бетона, были разработаны различные стяжки, чтобы существенно сократить период времени, необходимый для отделки бетона, но в то же время улучшить внешний вид поверхности бетона.
Одна такая стяжка описана в патенте США No. № 4030873. В этом патенте раскрыта бетонная стяжка, имеющая открытый ферменный каркас, который включает в себя центральный вал, который является гибким и который свободно поддерживается для вращения в подшипниках, периодически расположенных по длине стяжки. Ряд каркасных элементов может быть соединен в удлиненную стяжку для отделки относительно широких площадей заливного бетона. Другой тип стяжки, использующий сжатый воздух для передачи вибраций плитам стяжки, продается компанией H. Compton Co., Конро, Техас 77301. Подобно той, которая раскрыта в вышеупомянутых патентах США No. В соответствии с № 4030873 стяжка Compton имеет форму фермы и может быть собрана в серию модульных секций. Аналогичную бетонную стяжку производит также компания A.W.S. Manufacturing Inc., правопреемник настоящего изобретения.
Ряд каркасных элементов может быть соединен в удлиненную стяжку для отделки относительно широких площадей заливного бетона. Другой тип стяжки, использующий сжатый воздух для передачи вибраций плитам стяжки, продается компанией H. Compton Co., Конро, Техас 77301. Подобно той, которая раскрыта в вышеупомянутых патентах США No. В соответствии с № 4030873 стяжка Compton имеет форму фермы и может быть собрана в серию модульных секций. Аналогичную бетонную стяжку производит также компания A.W.S. Manufacturing Inc., правопреемник настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение улучшает бетонные стяжки предшествующего уровня техники за счет введения новой рамы из легкого сплава, которая обеспечивает оптимальную жесткость и прочность бетонной стяжки, обеспечивая при этом гибкость для сглаживания бетонных поверхностей, отличных от уровень.
В качестве бетонных стяжек предшествующего уровня техники настоящее изобретение включает пару разнесенных, удлиненных плит стяжки для обработки бетона, когда стяжка перемещается по бетону. Изобретение также включает средства вибрации для передачи однородных колебаний плитам стяжки для утрамбовки и выравнивания бетона во время процесса отделки.
Изобретение также включает средства вибрации для передачи однородных колебаний плитам стяжки для утрамбовки и выравнивания бетона во время процесса отделки.
Каркас изобретения уникальным образом состоит из ряда расположенных на расстоянии друг от друга параллельных единых элементов рамы треугольной конфигурации, каждый из углов основания каждого элемента рамы прикреплен к плитам стяжки для удержания плит стяжки в разнесенном соотношении. . Между элементами рамы проходит множество боковых распорок, причем каждая боковая распорка проходит между основанием одного элемента рамы и вершиной следующего соседнего элемента рамы.
Для дополнительной прочности стяжка может включать в себя множество опорных распорок, каждая опорная распорка проходит между углом основания одного элемента рамы рядом с одной из плит стяжки до угла основания следующего соседнего элемента рамы, ближайшего к другая из плит стяжки. Пластина гребня обычно прикрепляется к вершине каждого из элементов рамы для дополнительной жесткости.
Вибрационное средство включает в себя ведомый удлиненный эксцентриковый вал, который проходит через центральное отверстие в каждом из элементов рамы.Для поддержки вала и обеспечения возможности передачи вибраций вала плитам разравнивающей плиты по меньшей мере два элемента рамы каждого блока рамы включают подшипники, закрепленные в элементе рамы, причем вал имеет цапфы для вращения внутри подшипников.
Эксцентриковый вал представляет собой по существу однородный вал, имеющий ряд дополнительных эксцентриковых грузов, прикрепленных к нему соосно по длине вала, предпочтительно на противоположных сторонах каждого подшипника. Вал приводится в движение двигателем, установленным на раме.
Каждый из треугольных элементов рамы отлит из легкого сплава и включает в себя жесткую поперечную опору для придания дополнительной прочности элементам рамы и обеспечения пути, по которому вибрация эксцентрикового вала может передаваться непосредственно на плиты разравнивания. Если требуется самодвижение стяжки, поперечина может быть сформирована так, чтобы эксцентриковый вал был установлен в подшипнике ближе к одной из плит стяжки, чем к другой.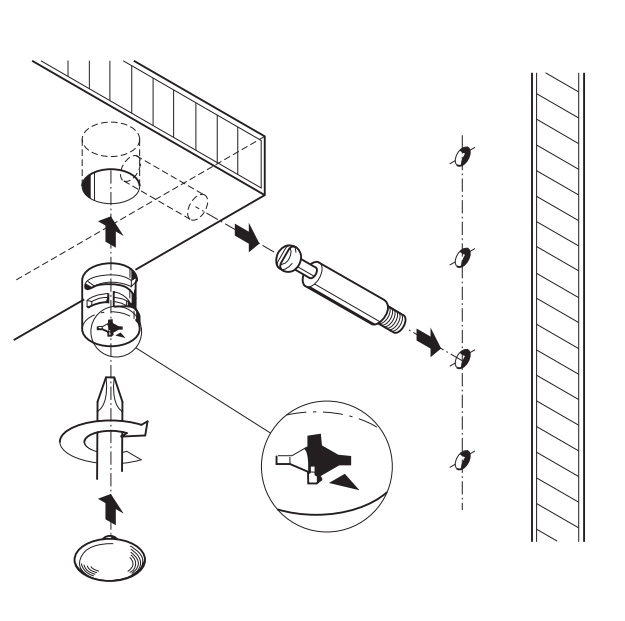 Это вызывает дисбаланс стяжки в направлении, в котором установлен вал.
Это вызывает дисбаланс стяжки в направлении, в котором установлен вал.
Одна или обе плиты стяжки, и в частности та, которая является передней плитой стяжки в направлении движения, могут иметь вогнутую поверхность для улучшения выравнивания и выравнивания бетона. Вогнутость поверхности имеет тенденцию врезаться в участки чрезмерного количества бетона, а не перемещаться по ним.
Предпочтительно, каркас представляет собой серию модульных секций из отделяемых удлиненных рамных элементов. Каждый из блоков рамы может быть соединен с возможностью разъединения на своем конце с другим блоком рамы, что позволяет соединять ряд блоков рамы модульным способом с образованием удлиненной стяжки желаемой длины.Соединительные средства для модульных рамных блоков могут регулироваться для изменения углового соотношения между рамными блоками, так что могут быть образованы вогнутые или выпуклые конструкции, чтобы венчать или раздувать залитый бетон.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение изложено более подробно в нижеследующем описании предпочтительных вариантов осуществления вместе с чертежами, на которых:
Фиг.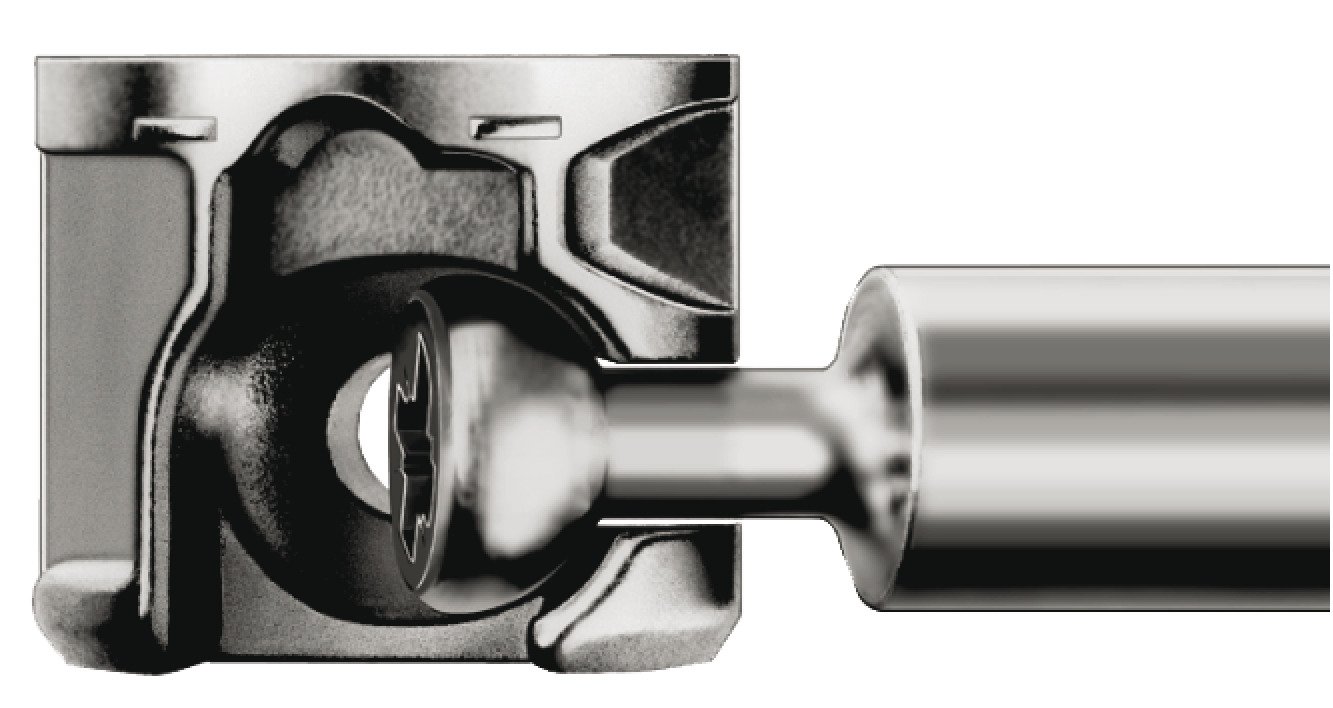 1 схематически изображена бетонная стяжка согласно изобретению, образованная серией модульных каркасных элементов различной длины, соединенных вместе удлиненным образом,
1 схематически изображена бетонная стяжка согласно изобретению, образованная серией модульных каркасных элементов различной длины, соединенных вместе удлиненным образом,
Фиг.2 — схематический вид спереди в вертикальном разрезе, аналогичный показанному на фиг. 1, но в увеличенном масштабе и показывающая регулировку соединенных внутри модульных рамных блоков для образования выпуклой стяжки для венцов налитого бетона,
ФИГ. 3 — вид спереди, аналогичный фиг. 2, но с модульными рамными блоками, соединенными вогнутым образом для взбивания залитого бетона,
РИС. 4 — изометрический вид в сборе модульного блока рамы бетонной стяжки согласно изобретению, показывающий средства для соединения смежных блоков рамы и показывающий двигатель для вращения эксцентрикового вала,
; фиг.5 — изометрическая сборка блока концевой рамы серии модульных выглаживающих плит, показывающая устройство для ручного приведения в действие выглаживающей плиты.
Фиг. 6 — изометрическая сборка модульного блока рамы без приводного двигателя,
Фиг. 7 — увеличенный вид сбоку в вертикальном положении в сборе элемента рамы и его крепления к плитам стяжки и распоркам,
7 — увеличенный вид сбоку в вертикальном положении в сборе элемента рамы и его крепления к плитам стяжки и распоркам,
ФИГ. 8 — вид сбоку одной стороны элемента рамы, показанного на фиг. 7, с удаленными плитами стяжки и распорками для ясности,
РИС.9 — увеличенное фрагментарное изображение соединения эксцентрикового вала с поперечной опорой элемента рамы, показывающее, что эксцентриковые грузы расположены на противоположной стороне поперечной опоры,
ФИГ. 10 — увеличенное изображение в частичном разрезе регулировочных средств для соединения пластин гребня соседних блоков рамы и для обеспечения желаемого углового соотношения между плитами стяжки одного блока рамы по отношению к плитам выравнивания смежного блока, и
РИС.11 представляет собой вертикальный вид в разрезе изобретения, показывающий альтернативный вариант осуществления, в котором эксцентриковый вал установлен несимметрично для самодвижения бетонной стяжки.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Бетонная стяжка согласно изобретению схематично изображена позицией 10 на фиг. 1. Показаны три блока 12, 14 и 16 рамы, состоящие из соединенных между собой модульных блоков рамы трех различных длин, составляющих выглаживающую плиту 10. Вибродвигатель 18 установлен для передачи однородных колебаний выглаживающей плите 10.
1. Показаны три блока 12, 14 и 16 рамы, состоящие из соединенных между собой модульных блоков рамы трех различных длин, составляющих выглаживающую плиту 10. Вибродвигатель 18 установлен для передачи однородных колебаний выглаживающей плите 10.
РИС. 2 показан в несколько увеличенном виде ряд блоков 12, 14 и 16 рамы, которые были соединены, чтобы образовать стяжку 10, и которые были соединены между собой регулировочными муфтами 20, так что стяжка 10 изогнута выпуклым образом для сглаживания залитого бетона с помощью Корона. ИНЖИР. 3 аналогичен фиг. 2, но при этом соединительные элементы 20 отрегулированы для образования вогнутой стяжки 10, чтобы обеспечить чистовую отделку залитого бетона с выемкой. Соединители 20 более подробно проиллюстрированы на фиг.10 и описаны ниже со ссылкой на фиг. 10.
РИС. 4 подробно иллюстрирует единичный блок 12, 14 или 16 кадра. Поскольку блоки рамы являются модульными, ради описания показанный на фиг. 4 будет обозначен цифрой 12, при этом следует понимать, что описанный блок рамы представляет любой из блоков 12, 14 или 16.
Блок 12 рамы состоит из пары расположенных на расстоянии друг от друга удлиненных плит стяжки. 22 и 24 для работы с бетоном, когда стяжка 10 перемещается по залитому бетону.Каркас соединяет плиты 22 и 24 стяжки, причем каркас имеет ряд разнесенных, параллельных единых элементов каркаса или А-образных рам 26 треугольной конфигурации. Элементы 26 рамы предпочтительно отлиты как единая конструкция из легкого сплава алюминия и магния. Было обнаружено, что сплав, содержащий восемь процентов магния, обеспечивает оптимальную жесткость и прочность, обеспечивая необходимую гибкость стяжки.
Как более подробно показано на фиг. 7, углы основания каждого элемента 26 рамы прикреплены к соответствующим плитам 22 и 24 стяжки.Для такого крепления элемент 26 рамы включает в себя единый кронштейн в каждом углу в форме множества ушей или фланцев 28, которые расположены противоположными парами и выступают сбоку от элемента 26 рамы. Ряд болтов 30 проходит через выровненные отверстия в плитах 22 и 24 стяжки и элементе 26 рамы для надежного крепления элемента 26 рамы к плитам 22 и 24 стяжки.
Гребневая пластина 32 в форме полой коробчатой балки (фиг.7) соединяет между собой вершины каждого из элементов 26 рамы.Пластина 32 гребня прикреплена к фланцам 28 элементов 26 рамы с помощью ряда болтов 34, проходящих через совмещенные отверстия в пластине 32 гребня и фланцах 28.
Для регулировки углового соотношения между частями пластин 22 выглаживающей плиты и 24 на противоположных половинах блока 12 рамы, гребневая пластина 32 может включать регулируемый соединительный элемент 36 в центральном месте, как показано. Соединитель 36 идентичен соединителям 20, которые описаны более подробно в связи с фиг.10.
Каждый из элементов 26 рамы включает в себя встроенную жесткую поперечную опору 38. Как лучше всего показано на фиг. 7, поперечная опора включает центральное отверстие 40 и, с целью уменьшения веса, один или несколько вырезов 42. Как показано, элемент 26 рамы является симметричным.
В собранном блоке 12 рамы эксцентриковый вал 44 проходит через отверстия 40 выровненных элементов 26 рамы, проходя от одного конца блока 12 рамы к другому. Эксцентриковый вал имеет цапфы для вращения в серии подшипников 46, расположенных в центральных отверстиях 40 элементов 46 рамы.
Эксцентриковый вал имеет цапфы для вращения в серии подшипников 46, расположенных в центральных отверстиях 40 элементов 46 рамы.
Как лучше всего показано на фиг. 9, подшипник 46 установлен в паре фланцев 48, расположенных спина к спине, которые прикреплены болтами к поперечным опорам 38 с помощью ряда болтов с квадратным подголовком 50. Эксцентриковый вал 44 установлен внутри подшипника 46 с минимальными допусками, поэтому эта вибрация эксцентрикового вала 44 будет передаваться через подшипник 46 и опорные фланцы 48 непосредственно на поперечную опору 38, а оттуда через элементы 26 рамы на плиты 22 и 24 выглаживающей плиты.
Также, как показано на фиг.9, эксцентриковый вал 44 состоит из по существу однородного вала 52, имеющего ряд дополнительных эксцентриковых грузов 54, прикрепленных к нему с помощью установочных винтов 56. Предпочтительно эксцентриковые грузы 54 расположены попарно, по одному грузу 54 с каждой стороны. подшипник 46.
Возвращаясь снова к РИС. 4, двигатель 18 установлен на кронштейне 58, который прикреплен к блоку 12 рамы с помощью ряда болтов 60. Чтобы изолировать вибрацию блока 12 рамы от двигателя 18, резиновые подушки 62 закреплены между Кронштейн 58 и рама 12.Ремень 64 соединяет двигатель 18 с приводом от шкива 66, установленного на эксцентриковом валу 44.
Чтобы изолировать вибрацию блока 12 рамы от двигателя 18, резиновые подушки 62 закреплены между Кронштейн 58 и рама 12.Ремень 64 соединяет двигатель 18 с приводом от шкива 66, установленного на эксцентриковом валу 44.
Узел 12 рамы включает в себя множество боковых распорок 68, причем каждая боковая распорка 68 проходит между основанием одного элемента 26 рамы до вершины следующий соседний элемент 26 рамы. Раскосы 68 прикреплены болтами 70 к фланцам 28 (фиг. 7). Точно так же блок 12 рамы включает в себя множество опорных распорок 72, каждая опорная распорка проходит между углом основания одного элемента 26 рамы рядом с одной из плит 22 или 24 выглаживающей плиты до угла основания следующего соседнего элемента рамы. 26 рядом с другой из плит 22 или 24 стяжки.Опять же, распорки 72 основания прикреплены к фланцам 28 с помощью болтов 74 (фиг. 7).
РИС. 5 и 6 показаны дополнительные блоки кадра более короткой длины, чем блок 12 кадра, показанный на фиг. 4. Для описания блок кадра на фиг. 5 обозначен цифрой 16, тогда как на фиг. 6 обозначен цифрой 14. Однако, опять же, числовые обозначения служат только для целей описания и не предназначены для обозначения блока рамы какой-либо конкретной длины.Блоки кадра 14 и 16 на фиг. 6 и 5, по существу, идентичны блоку 12 кадра, показанному на фиг. 4. Таким образом, элементы с общими ссылочными позициями не будут обсуждаться дополнительно, при этом следует понимать, что такие элементы имеют такую же форму и функции, как описано в связи с блоком 12 рамки по фиг. 4.
5 обозначен цифрой 16, тогда как на фиг. 6 обозначен цифрой 14. Однако, опять же, числовые обозначения служат только для целей описания и не предназначены для обозначения блока рамы какой-либо конкретной длины.Блоки кадра 14 и 16 на фиг. 6 и 5, по существу, идентичны блоку 12 кадра, показанному на фиг. 4. Таким образом, элементы с общими ссылочными позициями не будут обсуждаться дополнительно, при этом следует понимать, что такие элементы имеют такую же форму и функции, как описано в связи с блоком 12 рамки по фиг. 4.
РИС. С 4 по 6 показаны средства соединения соседних блоков рамы. Для соединения пластин 22 и 24 выглаживающей плиты соединенных блоков рамы изобретение включает угловые кронштейны 76, просверленные, как показано, для совмещения с соответствующими отверстиями, просверленными в соответствующих пластинах 22 и 24 стяжки.Кронштейны 76 надежно прикреплены болтами к плитам 22 и 24 выглаживающей плиты с помощью ряда болтов 78, которые проходят через совмещенные отверстия в соответствующих плитах 22, 24 и угловых кронштейнах 76. Блоки рамы 12, 14 и 16, соединительная муфта 80 вала сопряжена с каждым приводным валом смежных блоков рамы. Муфта 80 может быть прикреплена к приводным валам с помощью установочных винтов (не показаны) или любых других подходящих средств для надежного крепления муфты 80 к валам 44.
Блоки рамы 12, 14 и 16, соединительная муфта 80 вала сопряжена с каждым приводным валом смежных блоков рамы. Муфта 80 может быть прикреплена к приводным валам с помощью установочных винтов (не показаны) или любых других подходящих средств для надежного крепления муфты 80 к валам 44.
Гребневые пластины 32 смежных рамных блоков 12, 14 и 16 соединяются регулировочными муфтами 20, как лучше всего показано на фиг. 10. Каждая муфта 20 состоит из пары заглушек 82 и 84, которые по резьбе входят в зацепление с резьбовой муфтой 86 и стопорной гайкой 88. Заглушка 82 включает резьбовую часть 90, имеющую левую резьбу, которая зацепляет соответствующую левую резьбу 92, образованную в левой части резьбовой муфты 86. Точно так же заглушка 84 включает резьбовую часть 94, имеющую правую резьбу, которая входит в зацепление с соответствующей правой резьбой в контргайке 88 и в правой части 96 резьбовой Муфта 86.Нарезание резьбы на участках 90 и 94 и соответствующих резьбовых участках 92 и 96 соединительного устройства 86 можно поменять местами, пока на участках 90 и 94 имеется противоположная резьба, чтобы облегчить процедуры соединения и регулировки, как более подробно описано ниже.
Хвостовик 98 заглушки 82 имеет такую форму, чтобы его можно было вставлять в полую внутреннюю часть гребневой пластины 32. Точно так же хвостовик 100 заглушки 84 имеет форму, позволяющую вставлять внутрь полую внутреннюю часть гребневой пластины 32.Каждый хвостовик 98 и 100 включает пару отверстий 102. Когда заглушки 82 и 84 вставляются в пластину 32 гребня, отверстия 102 совмещаются с аналогичными отверстиями (не показаны), просверленными в пластинах 32 гребня, и заглушки 82 и 84 прикреплены к гребневым пластинам 32 с помощью множества болтов 104. Таким образом, заглушки 82 и 84 вставляются с возможностью снятия внутри гребневых пластин 32 и могут не устанавливаться, когда в этом нет необходимости.
Выглаживающая плита 22 сконструирована как плита, расположенная на передней стороне стяжки 10, поскольку она используется для выравнивания залитого бетона.Следовательно, плита 22 для стяжки выполняет первоначальную и первоочередную задачу выравнивания необработанной бетонной поверхности. Чтобы помочь в решении этой задачи, как лучше всего показано на фиг. 7, плита 22 выглаживающей плиты имеет вогнутую форму в точке 106, так что плита 22 выглаживающей плиты, помимо выравнивания бетона, также служит совком для удаления чрезмерного количества бетона. Избыток бетона перемещается вместе со стяжкой 10, и если встречается участок с бетоном, который требует большего количества бетона, чем уже залитый, дополнительный бетон, образованный перед стяжкой 22, будет стремиться дополнить уже имеющийся.Кроме того, из-за вогнутости поверхности 106 плита 22 выглаживающей плиты будет иметь тенденцию врезаться в участки с избыточным количеством бетона, а не подниматься вверх и по этим участкам, как это было бы в результате, если бы поверхность плиты 22 выглаживающей плиты была плоской.
Чтобы помочь в решении этой задачи, как лучше всего показано на фиг. 7, плита 22 выглаживающей плиты имеет вогнутую форму в точке 106, так что плита 22 выглаживающей плиты, помимо выравнивания бетона, также служит совком для удаления чрезмерного количества бетона. Избыток бетона перемещается вместе со стяжкой 10, и если встречается участок с бетоном, который требует большего количества бетона, чем уже залитый, дополнительный бетон, образованный перед стяжкой 22, будет стремиться дополнить уже имеющийся.Кроме того, из-за вогнутости поверхности 106 плита 22 выглаживающей плиты будет иметь тенденцию врезаться в участки с избыточным количеством бетона, а не подниматься вверх и по этим участкам, как это было бы в результате, если бы поверхность плиты 22 выглаживающей плиты была плоской.
Выглаживающая плита 24 сформирована в форме уголка, как лучше всего показано на фиг. 7. При желании плита 24 выглаживающей плиты может включать в себя ведущую ножку 108, чтобы способствовать сглаживающей функции плиты 24 выглаживающей плиты и удалять любые излишние отложения бетона, не удаленные плитой 22 стяжки.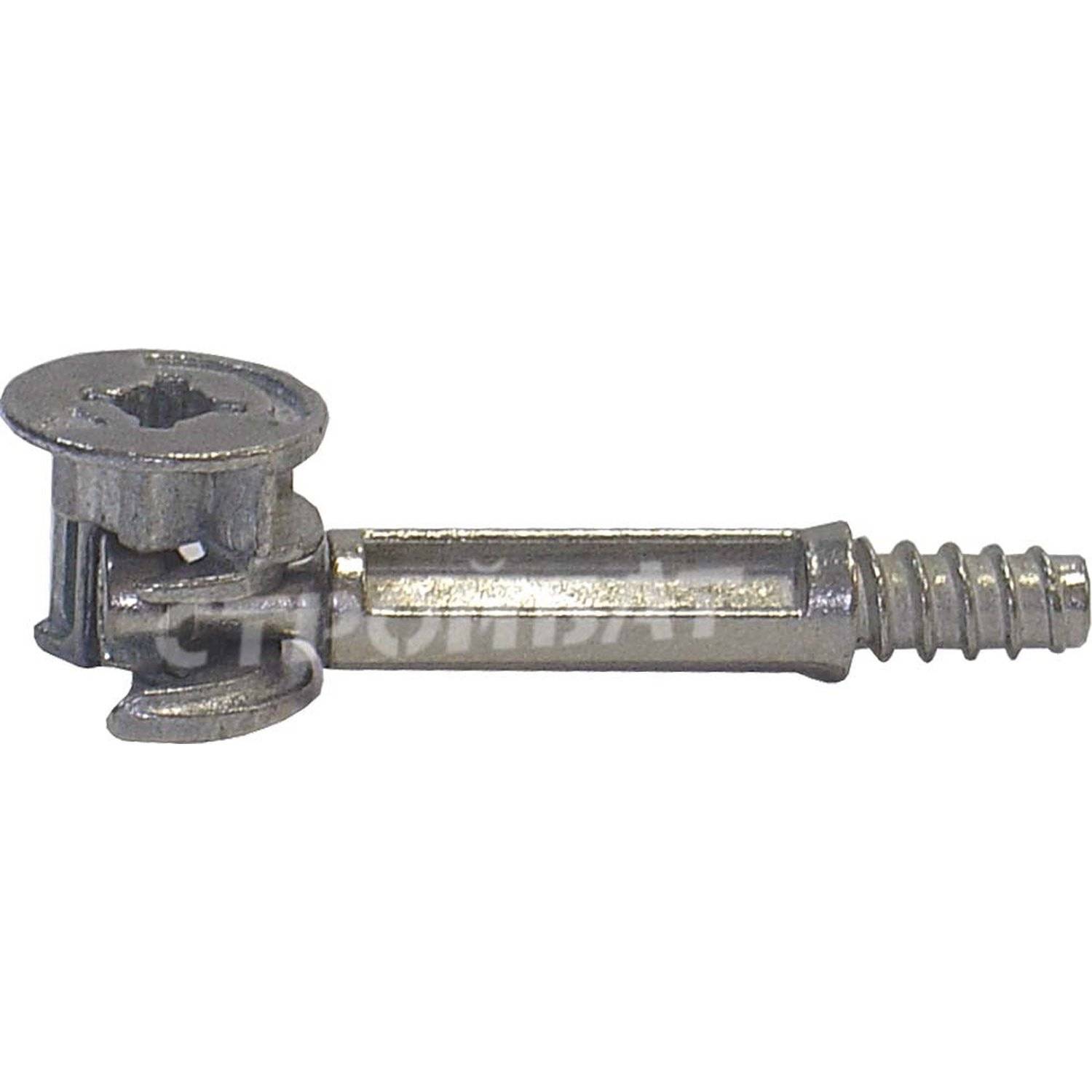
Блок 16 кадра на фиг. 5 показана в связи с концевой секцией 110. Концевая секция 110 включает в себя опорные пластины 112, которые постоянно прикреплены к ней и которые имеют отверстия 114, которые просверлены соосно с соответствующими отверстиями 116, сформированными на концах плит 22 и 24 выглаживающего пола. Таким образом, концевая секция 110 может быть прикреплена болтами (болты не показаны) к плитам 22 и 24 выглаживающей плиты.
Концевая секция 110 также включает поперечную распорку 118, расположенную на высоте плиты 32 гребня.Поперечная распорка 118 включает в себя центральное отверстие 120. Пробка 122, идентичная пробке 82, может быть вставлена внутри гребневой пластины 32, так что, когда концевой участок прикреплен к блоку 16 рамы, пробка 122 проходит через отверстие. 120 и может быть прикреплен к поперечине 118 с помощью стопорных гаек 124.
Концевая секция 110 также включает лебедку 126 с ручкой 128. Лебедка 126 используется для перемещения стяжки 10 вперед во время обработки заливка бетона. Трос 130 лебедки 126 включает крюк 132, который может быть прикреплен к любому подходящему фиксированному объекту перед движущейся выглаживающей плитой 10. Трос 130 проходит через шкив 134, который с возможностью отсоединения закреплен на рым-болте 136, проходящем через один из отверстия 116 (и совмещенное отверстие 114), как показано. Когда крюк 132 прикреплен к неподвижному объекту, поворот ручки 128 будет тянуть стяжку через залитый бетон в прямом направлении.
Трос 130 лебедки 126 включает крюк 132, который может быть прикреплен к любому подходящему фиксированному объекту перед движущейся выглаживающей плитой 10. Трос 130 проходит через шкив 134, который с возможностью отсоединения закреплен на рым-болте 136, проходящем через один из отверстия 116 (и совмещенное отверстие 114), как показано. Когда крюк 132 прикреплен к неподвижному объекту, поворот ручки 128 будет тянуть стяжку через залитый бетон в прямом направлении.
Выглаживающая плита 10 может быть образована одним или любым количеством рамных блоков с 12 по 16.Предпочтительно, чтобы двигатель 18 был установлен на центральном блоке рамы для балансировки стяжки. Когда используется более одного блока рамы, блоки рамы соединяются с помощью угловых кронштейнов 76, соединителей 80 валов и регулировочных соединителей 20. Сначала угловые кронштейны 76 привинчиваются на месте к прилегающим блокам рамы. Затем соединительный элемент 80 вала входит в зацепление с двумя валами 44 смежных рамных блоков в их стыке, но не прикрепляется к двум валам. Затем регулировочная муфта 20 входит в зацепление между пластинами 32 гребня двух смежных блоков рамы и регулируется до желаемой степени, чтобы выровнять смежные блоки рамы в плоскости (фиг.1), выпуклым (фиг. 2) или вогнутым (фиг. 3). Затем, в качестве заключительного шага, муфты 80 валов зажимаются на эксцентриковых валах 44 для завершения приводного соединения между соседними рамными блоками.
Затем регулировочная муфта 20 входит в зацепление между пластинами 32 гребня двух смежных блоков рамы и регулируется до желаемой степени, чтобы выровнять смежные блоки рамы в плоскости (фиг.1), выпуклым (фиг. 2) или вогнутым (фиг. 3). Затем, в качестве заключительного шага, муфты 80 валов зажимаются на эксцентриковых валах 44 для завершения приводного соединения между соседними рамными блоками.
РИС. 11 иллюстрирует альтернативный вариант осуществления изобретения для самодвижения бетонной стяжки. За исключением поперечной опоры 138 элемента 26 ‘рамы, остальные элементы, показанные на фиг. 11 идентичны рассмотренным выше и имеют те же ссылочные позиции.Описания этих элементов повторяться не будут.
Поперечная опора 138 имеет асимметричную форму, так что эксцентриковый вал 44 расположен ближе к плите 22 выглаживающей плиты, чем к плите 24 стяжки. Заявитель обнаружил, что максимальное смещение асимметрии поперечной опоры 138 относительно показанного относительно до поперечной опоры 38 может составлять примерно половину расстояния от центра элемента 26 рамы до плиты 22 выглаживающей плиты. Из-за асимметрии элемента 26 ‘рамы, когда эксцентриковый вал 44 приводится в движение двигателем 18, несбалансированная выглаживающая плита будет иметь тенденцию к самоходному движению в направлении передней плиты 22 выглаживающей плиты.
Из-за асимметрии элемента 26 ‘рамы, когда эксцентриковый вал 44 приводится в движение двигателем 18, несбалансированная выглаживающая плита будет иметь тенденцию к самоходному движению в направлении передней плиты 22 выглаживающей плиты.
В изобретение могут быть внесены различные изменения, не выходящие за рамки его сущности или объема следующей формулы изобретения.
Как правило, при условии, что скорости в трубопроводе находятся в разумных пределах, сепараторы имеют линейный размер. Сепаратор удаляет как капли воды со стенок трубы, так и взвешенный туман, унесенный самим паром. Гидравлический удар можно устранить, установив сепаратор в паропроводе, что часто может быть дешевле, чем увеличение размера трубы и изготовление дренажных карманов.
Сепаратор рекомендуется перед регулирующими клапанами и расходомерами. Также целесообразно установить сепаратор там, где паропровод входит в здание снаружи. Это гарантирует, что любой конденсат, образующийся во внешней распределительной системе, будет удален, а в здание всегда будет поступать сухой пар. Это особенно важно, если использование пара в здании отслеживается и оплачивается.
При установке новых трубопроводов нередко фрагменты литейного песка, набивки, стыков, стружки, сварочных стержней и даже гаек и болтов случайно откладываются внутри трубы.На старых трубопроводах будет ржавчина, а в районах с жесткой водой — карбонатные отложения.
Иногда части отрываются и проходят по трубопроводу вместе с паром, чтобы остаться внутри части пара с помощью оборудования. Это может, например, помешать правильному открытию / закрытию клапана. Оборудование, использующее пар, также может получить необратимое повреждение из-за волочения проволоки — режущего действия пара и воды, проходящей через частично открытый клапан, с высокой скоростью. После выполнения волочения клапан никогда не закроет герметично, даже если грязь будет удалена.
Поэтому лучше всего (но не универсально) устанавливать сетчатый фильтр линейного размера перед каждым конденсатоотводчиком, расходомером, редукционным клапаном и регулирующим клапаном. На рисунке 15.16 показан разрез типичного фильтра.
Рисунок 15.16. Вырежьте секцию через Y-образный фильтр.
Предоставлено: Spirax Sarco.Пар течет от входа «A» через перфорированный экран «B» к выходу «C.» Хотя пар и вода легко проходят через экран, грязь — нет.Колпачок «D» можно снять, что позволяет снимать экран и чистить его через определенные промежутки времени. Клапан продувки также может быть установлен на крышке «D» для облегчения регулярной очистки.
Однако фильтры могут быть источником влажного пара, как упоминалось ранее. Чтобы избежать этой ситуации, фильтры следует всегда устанавливать в паропроводах корзинами сбоку.
Конденсатоотводчик — самый эффективный и действенный метод слива конденсата из парораспределительной системы.Выбранные конденсатоотводчики должны соответствовать системе с точки зрения номинального давления, производительности и пригодности.
С номинальным давлением легко справиться; максимально возможное рабочее давление в конденсатоотводчике будет известно или должно быть установлено.
Производительность (количество сбрасываемого конденсата) можно разделить на две категории; прогревочная нагрузка и беговая нагрузка. Для прогрева нагрузки в первую очередь необходимо довести трубопровод до рабочей температуры. Нагрузку конденсата от этой активности можно определить расчетным путем, зная начальную температуру, массу и удельную теплоемкость трубопроводов и фитингов.
Начальное давление в магистрали будет немного больше атмосферного, когда начнется процесс разогрева. Тем не менее, конденсатная нагрузка обычно находится в пределах пропускной способности конденсатоотводчика с «малой производительностью» DN15. Только в редких случаях при очень высоком давлении (выше 70 бар изб.) В сочетании с трубами большого диаметра может потребоваться большая емкость ловушки.
При рабочей нагрузке, когда паропровод достигает рабочей температуры, скорость образования конденсата в основном зависит от размера трубы, качества и толщины изоляции.
Типы конденсатоотводчиков, используемых для отвода конденсата из сети, показаны на рис. 15.17. В комплект входит термостатическая ловушка, поскольку она идеальна там, где нет другого выбора, кроме отвода конденсата в затопленную обратную трубу.
Рисунок 15.17. Конденсатоотводчики подходят для отвода пара.
Предоставлено: Spirax Sarco.Схема трубопроводов конденсата сложная. Многое зависит от рабочего давления, характеристик конденсатоотводчика, положения трубопровода возврата конденсата относительно установки и давления в трубопроводе возврата конденсата.По этой причине лучше всего начать с рассмотрения того, что должно быть достигнуто, и разработать макет, который обеспечит соблюдение основных передовых практик.
Основные цели заключаются в следующем:
Нельзя позволять конденсату накапливаться в установке, если паропотребляющее оборудование специально не предназначено для такой работы. Поскольку оборудование обычно не проектируется таким образом, накопление конденсата обычно снижает производительность и способствует коррозии.
Конденсат не должен скапливаться в паропроводе, где он может собираться высокоскоростным паром, что приводит к эрозии и гидроударам в трубопроводе.
С точки зрения проектировщика, существует четыре типа конденсатопровода. Эти четыре типа определены и показаны на рис. 15.18.
Рисунок 15.18. Установлен основной конденсатоотводчик, отводящий конденсат в общий возвратный трубопровод.
Предоставлено: Spirax Sarco.По дренажной линии конденсат и неконденсирующиеся газы стекают из дренажного отверстия установки в конденсатоотводчик. В дренажной линии надлежащего размера дренируемая установка и корпус конденсатоотводчика находятся практически под одинаковым давлением, и поэтому конденсат в этой линии не вспыхивает.
Для создания потока в трубе используется сила тяжести. По этой причине имеет смысл располагать сифон ниже выхода дренируемой установки, а выпускная труба сифона должна заканчиваться ниже сифона (исключение составляют змеевики нагрева резервуара).
Тип используемого конденсатоотводчика (термостатический, термодинамический или механический) может повлиять на расположение трубопроводов. Обычно проще и дешевле выбрать правильную ловушку для работы, чем использовать ловушку неправильного типа и изготовить вокруг нее раствор.
Дренажная линия должна иметь минимальную длину, в идеале — менее 2 м. Длинные дренажные линии от установки до конденсатоотводчика могут заполняться паром и предотвращать попадание конденсата в конденсатоотводчик. Этот эффект называется паровой блокировкой. Чтобы свести к минимуму этот риск, дренажные линии должны быть короткими (см. Рис.15.19). В ситуациях, когда неизбежны длинные дренажные линии, проблему блокировки пара можно решить, используя поплавковые уловители с устройствами для разблокировки паровой блокировки. Проблема паровой блокировки должна быть решена путем установки трубы правильной длины, если это возможно.
Рисунок 15.19. Делайте сливные линии короткими.
Предоставлено: Spirax Sarco.Детальные устройства улавливания паропроизводящей установки и дренажа паропроводов различаются.
В паропроизводящей установке труба от конденсатного патрубка должна опускаться вертикально примерно на 10 диаметров трубы к конденсатоотводчику.При установке ловушки с шариковым поплавком правильного размера это гарантирует, что скачки конденсата не будут скапливаться в нижней части установки, что приведет к коррозии и гидравлическому удару. Он также будет обеспечивать небольшой статический напор, чтобы помочь удалить конденсат во время запуска, когда давление пара может быть очень низким. В этом случае трубопровод должен проходить горизонтально с уклоном в направлении потока, чтобы конденсат мог свободно стекать (см. Рис. 15.20).
Рисунок 15.20.Идеальное расположение при осушении паровой установки.
Предоставлено: Spirax Sarco.При отводе из паропровода при наличии дренажных карманов дренажная линия между карманом и конденсатоотводчиком может быть горизонтальной. Если сливной карман не такой глубокий, как рекомендованный, конденсатоотводчик следует установить на эквивалентном расстоянии ниже него (см. Рис. 15.21).
Рисунок 15.21. Идеальное расположение при сливе паропровода.
Предоставлено: Spirax Sarco.По линиям отвода конденсата из уловителя конденсат, неконденсирующиеся газы и пар мгновенного испарения передаются из уловителя в систему возврата конденсата (рис.15.22). Пара мгновенного испарения образуется, когда конденсат выпускается из пространства высокого давления перед конденсатоотводчиком в пространство низкого давления системы возврата конденсата.
Рисунок 15.22. Линии отвода конденсата пропускают конденсат, мгновенные и неконденсирующиеся газы.
Предоставлено: Spirax Sarco.Эти линии должны падать в направлении потока, чтобы конденсат оставался свободным. На более коротких линиях падение должно быть заметно визуально. На более длинных линиях падение должно быть примерно 1:70, т.е.е., 100 мм через каждые 7 м.
Сброс ловушек в затопленные возвратные линии не рекомендуется, особенно с ловушками ударного действия (термодинамическими или с перевернутыми ковшами), которые удаляют конденсат при температуре насыщения.
Хорошими примерами трубопроводов с затопленным конденсатом являются обратные линии и линии восходящего конденсата. Они часто проходят по тому же маршруту, что и паропроводы, и возникает соблазн просто подсоединить к ним линии отвода дренажных конденсатоотводчиков. Однако большой объем пара мгновенного испарения, выпущенный в длинные затопленные линии, будет сильно выталкивать воду по трубе, вызывая гидравлический удар, шум и, со временем, механическое повреждение трубы.
Если конденсат из более чем одной ловушки течет в одну и ту же точку сбора, такую как вентилируемый ресивер, обычно прокладывают общую линию, к которой подсоединяются отдельные выпускные линии ловушки. При условии, что схемы показаны на рис. 15,23–15,25 и 15,27 соблюдаются, и трубопровод имеет соответствующий размер, это не проблема.
Рисунок 15.23. Стреловидное тройниковое соединение.
Предоставлено: Spirax Sarco.Рисунок 15.24. Поплавок с диффузором в заливную линию.
Предоставлено: Spirax Sarco.Рисунок 15.25. Термостатическая ловушка уравновешенного давления с охлаждающей опорой в затопленную линию.
Предоставлено: Spirax Sarco.При использовании ловушек для выброса струи (термодинамических или с перевернутым ковшом) силы и скорости реакции могут быть высокими. Стреловидные тройники помогут снизить механическое напряжение и эрозию в точке, где нагнетательная линия соединяется с общей возвратной линией (см. Рис. 15.23).
Если по какой-либо причине нельзя использовать тройники со стреловидным протектором, то лучшим вариантом будет поплавковая термостатическая ловушка с непрерывным действием нагнетания (рис.15.24). Затопленная линия будет легче поглощать рассеянную энергию от (относительно небольшого) непрерывного потока из поплавковой термостатической ловушки.
Если разница давлений между паропроводом и трубопроводом конденсата очень высока, диффузор поможет смягчить выброс, уменьшая как эрозию, так и шум.
Другой альтернативой является использование термостатической ловушки, удерживающей конденсат до тех пор, пока он не остынет ниже температуры насыщения пара, чтобы уменьшить количество образующегося пара мгновенного испарения (рис.15.25). Чтобы избежать переувлажнения паропровода, важно использовать большой сборный карман на магистрали, а также охлаждающую ветвь длиной 2–3 м незагрязненной трубы, ведущей к сифону. В охлаждающей ветви накапливается конденсат, пока он охлаждается до температуры нагнетания.
Если есть опасность заболачивания паропровода, не следует использовать термостатические ловушки.
Процессы, использующие регулирование температуры, представляют собой пример, когда давление подаваемого пара дросселируется через регулирующий клапан. Результатом этого является уменьшение емкости конденсатоотводчика до точки, при которой поток конденсата может полностью прекратиться, а система, как говорят, остановилась.
Остановка возникает в результате недостаточного давления пара для очистки паровой установки от конденсата и более вероятна, когда установка имеет большой диапазон изменения от полной нагрузки до частичной.
Не все системы с регулируемой температурой остановятся, но противодавление, создаваемое системой конденсата, может отрицательно повлиять на работу сифона. Это, в свою очередь, может ухудшить способность процесса теплопередачи (рис. 15.26).
Рисунок 15.26. Сброс из конденсатоотводчиков на оборудовании с регулируемой температурой в затопленные трубопроводы.
Предоставлено: Spirax Sarco.Линии слива конденсата должны быть сконфигурированы таким образом, чтобы конденсат не мог затопить магистраль, в которую они сливаются, как показано на рис. 15.27.
Рисунок 15.27. Конденсат свободно отводится через нисходящую общую линию.
Предоставлено: Spirax Sarco.Конденсат от более чем одного процесса с регулируемой температурой может присоединяться к общей линии, если эта линия спроектирована так, чтобы иметь наклон в направлении потока к точке сбора, а размер конденсата должен учитывать кумулятивное воздействие любого пара мгновенного испарения от каждого из ответвления при полной нагрузке.
Иногда неправильно понимают концепцию подключения разрядов из ловушек при разном давлении. Если отводные линии и общая линия имеют правильный размер, давление после каждой ловушки будет практически одинаковым. Однако, если эти линии имеют меньший размер, поток конденсата и пара мгновенного испарения будет ограничен из-за накопления противодавления, вызванного повышенным сопротивлением потоку внутри трубы. Конденсат, вытекающий из ловушек, дренирующих системы с более низким давлением, будет иметь тенденцию быть более ограниченным.
Каждая часть системы нагнетательного трубопровода должна быть рассчитана на пропускание любого пара мгновенного испарения с приемлемой скоростью пара. Выпуск из ловушки высокого давления не будет мешать выпуску из ловушки низкого давления, если выпускные линии и общая линия имеют надлежащий размер и имеют наклон в направлении потока.
В какой-то момент пар мгновенного испарения может быть отделен от конденсата и использован в системе рекуперации или просто сброшен в атмосферу из подходящего ресивера (рис. 15.28).Остаточный горячий конденсат из последнего может быть перекачан в подходящий сборный резервуар, такой как питательный резервуар котла. Когда насос обслуживается из вентилируемого ресивера, обратная линия насоса будет полностью заполнена конденсатом при температурах ниже 100 ° C, что означает, что в линии меньше вероятность образования пара мгновенного испарения.
Рисунок 15.28. Утилизация конденсата из вентилируемого ресивера.
Предоставлено: Spirax Sarco.Поток в обратном трубопроводе прерывистый, поскольку насос запускается и останавливается в соответствии с его потребностями.Скорость нагнетания насоса будет выше, чем скорость поступления конденсата в насос. Таким образом, именно скорость нагнетания насоса определяет размер напорной линии насоса, а не скорость, с которой конденсат поступает в насос.
Легкая, сверхжесткая, двойная треугольная рейка из магниевого сплава…
| WS500 | |
|---|---|
| Эксплуатационная масса | 29 фунтов (13.2 кг) |
| Вариант двигателя | АвтомобильHonda GX35 |
| Максимальная номинальная мощность | 1,5 л.с. (1,12 кВт) при 7000 об / мин |
| Рабочий объем | 2.1 дюйм3 (35 см3) |
| Емкость топливного бака | 0,64 л (0,17 галлона) |
() Метрические измерения.
Технические характеристики могут быть изменены без предварительного уведомления.
Стяжка GOMACO Hawkeye предназначена для отделки самых разных проектов, включая проезды, улицы, пандусы и любые плоские перекрытия.
Ферменная система модели MV-18 изготовлена из высокопрочной трубчатой стали в форме равностороннего треугольника 18 дюймов (457 мм).
Эта стяжка рассчитана на работу в конкретных условиях стройплощадки.
Выглаживающая плитаHawkeye модели MV-18 — это выглаживающая плита с приводом от двигателя, которая исключает необходимость использования воздушного компрессора на строительной площадке. Он оснащен бензиновым двигателем мощностью 8,5 л.с. (6,3 кВт).
Доступны секции фермы для стяжки МВ-18 длиной 5 футов.(1,52 м) и 7,5 футов (2,29 м) длиной. Все секции имеют жесткие чистовые стяжки из нержавеющей стали.
В комплект входят две ручные лебедки грузоподъемностью 2500 фунтов (1134 кг) и авиационный кабель диаметром 65 футов (19,81 м) диаметром 1/8 дюйма (3,2 мм) с необходимыми шкивами и крюками. Доступны дополнительные лебедки с гидравлическим или пневматическим приводом.
Соединители коронок и контргайки имеют гальваническое покрытие для предотвращения ржавчины и коррозии. Они точно обработаны для обеспечения точной регулировки коронки, равномерного контроля уклона и простоты сборки.
На MV-18 можно разместить обе лебедки на одном конце, что позволяет одному человеку перемещать выглаживающую плиту вперед.
MV-18 включает нержавеющий вал вибратора 3/4 дюйма (19 мм) с шарикоподшипниками на центрах 30 дюймов (762 мм).
Эксцентриковые грузы зажимают вал. Более тяжелые грузы для отделки бетона с низкой оседанием легко устанавливаются без демонтажа линейного вала.
Стандартная ширина стяжки MV-18 составляет 11,5 футов (3,51 м), а вес — 312 фунтов. (141.5 кг). Максимальная ширина рамы составляет 49 футов (14,94 м).
Дополнительный AV-18 имеет ширину 12,5 футов (3,81 м) и вес 270 фунтов. (122,5 кг).
Для получения дополнительной информации
Вибрационный финишер| Отделочные трубы «Double Life».Двухсторонние алюминиевые трубки размером 3 x 3 дюйма служат вдвое дольше, чем угловые лезвия, и их легко чистить. | Система прямого привода не требует дополнительных ремней и шкивов |
Разделы
Переменная с удлинением 2-1 / 2 ‘, 5’ и 10 ‘
Лебедка
Лебедки для тяжелых условий эксплуатации с бортовым кабелем 75 футов 1/8 дюйма для использования с гидравлическими или ручными лебедками.
Варианты управления коронкой для ферм бетонной стяжки
Стяжные муфты с контргайками обеспечивают быструю и точную регулировку для различных коронок и уклонов. Для отделки параболических или перевернутых поверхностей не требуются дополнительные детали или комплекты для переоборудования.
Система блокировки бетонной стяжки
Внешний опорный кронштейн в сочетании с внутренней втулкой обеспечивает точное выравнивание стяжки и прочное усиленное соединение.
Контроль вибрации для систем бетонной стяжки
Стратегически расположенные эксцентриковые грузы в сочетании с алюминиевыми трубками обеспечивают равномерную, глубокую и интенсивную вибрацию, которая проникает непосредственно в бетон по всей длине заливки.
Speed Screed Cruiser — надежная и качественная чистовая стяжка для бетона. Возможности индивидуальной настройки делают эту стяжку популярной среди подрядчиков во всем мире.
Этот круизер полностью укомплектован несколькими функциями прямо с конвейера:
Двигатель Honda 5 лошадиных сил
Двигатель поможет вам с нужной скоростью для идеальной стяжки бетона.
Двигатель может быть модернизирован до двигателей мощностью 8 или 13 лошадиных сил в зависимости от размера вашего проекта или если вы решите использовать гидравлическую лебедку.
2 ручные лебедки
Создан для простого ручного труда между двумя людьми. Имея ручную лебедку с каждой стороны стяжки, подрядчики могут легко покрывать до 3 футов в минуту без ущерба для качества.
Трубы для отделки «Double Life»
Алюминиевые трубы лучше подходят для выравнивания поверхности бетона, чем обычные угловые лезвия.Конструкция делает эти трубки легко переворачиваемыми и увеличивает срок их службы вдвое по сравнению с другими продуктами.
Система прямого привода
Никаких дополнительных ремней или шкивов не требуется. Этот механизм снизил шум и повысил эффективность. Благодаря системе Direct Drive выглаживающие плиты Cruiser перемещаются более плавно и эффективно.
Speed Screed Heavy-Duty отлично подходит для работы с плитами, от жилых до коммерческих, на улицах / шоссе и даже в аэропортах.
Может использоваться в проектах…
Metal Forms Более 30 лет опыта в проектировании стяжек привели к созданию новейшего и лучшего оборудования для отделки бетонных полов.Speed Screed Cruiser — самая универсальная выглаживающая плита в отрасли.
Опции вибрационного финишераОфсетная пластина | Адаптер коронки |
Ручная лебедка | Гидравлическая лебедка |
| Виброрейки Speed Screed легко адаптируются к любой отделочной работе с бетоном. Офсетные пластины Позволяет выравнивать бетонную стяжку под верхней частью бетонной опалубки. Адаптер коронки Можно отрегулировать коронку для каждого сегмента стяжки фермы. Подрядчики могут легко настроить его для укладки короны, перевернутой короны или плоской плиты. Ручная лебедка Если вы хотите, чтобы стяжка была продвинута вручную. Ваша стяжка может быть как односторонней, так и двусторонней.Компания Metal Forms отправляет любые заказы на неотрегулированную стяжку с двумя ручными лебедками. По одной для обеих сторон стяжки. Гидравлическая лебедка Устранение физического труда, необходимого для перемещения стяжки фермы по заданной траектории. Идеально подходит для работ, требующих более высокой плотности и более быстрого выравнивания. Лучше использовать с более длинными стяжками. Свяжитесь со специалистами по бетонным стяжкам в Metal Forms Corporation сегодня. |
Переключить навигацию
24/7 СЕРВИС
309.797,7151228 долларов.08
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13334 (приводной вал)$ 31.29
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, деталь # 13333 (оборудование для фиксации лезвий)12 долларов США.73
ПОСМОТРЕТЬ ПРОДУКТ Силовая виброрейка Marshalltown Shockwave, Деталь # 13332 (Основание машины)59 долларов.42
ПОСМОТРЕТЬ ПРОДУКТ Разравнивающий брус Marshalltown Shockwave Power Screed, деталь # 13331 (только оборудование с эксцентриковыми грузами)$ 21.50
ПОСМОТРЕТЬ ПРОДУКТ Силовая разравнивающая плита Marshalltown Shockwave, деталь # 13330 (эксцентричный вес с оборудованием)45 долларов США.09
ПОСМОТРЕТЬ ПРОДУКТ Силовая разравнивающая плита Marshalltown Shockwave, деталь № 12952 (только для эксцентрикового кожуха)$ 9.29
ПОСМОТРЕТЬ ПРОДУКТ Выравнивающий брус Marshalltown Shockwave Power Screed, деталь # 12951 (только рама)424 доллара.36
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13325 (комплект для гашения вибрации)$ 34.47
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13324 (сцепление)121.99
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13323 (Привод)244 доллара.00
ПОСМОТРЕТЬ ПРОДУКТ Силовая виброрейка Marshalltown Shockwave, деталь # 13322 (оборудование подставки)14 долларов США.12
ПОСМОТРЕТЬ ПРОДУКТ Разравнивающий брус Marshalltown Shockwave Power Screed, Деталь # 13321 (Подножка)42 доллара.96
ПОСМОТРЕТЬ ПРОДУКТ Разравнивающий брус Marshalltown Shockwave Power Screed, Деталь # 13320 (Эксцентриковая крышка с крепежом)29 долларов США.71
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13319 (тахометр)73 доллара.20
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая плита Marshalltown Shockwave, деталь # 13317 Переключатель включения / выключения с проводами)26 долларов США.78
ПОСМОТРЕТЬ ПРОДУКТ Силовая разравнивающая плита Marshalltown Shockwave, Деталь # 13315 (Зажим для ручек с крепежом)29 долларов США.71
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, Деталь # 13314 (Рукоятки)106 долларов.69
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, деталь # 13313 (трос дроссельной заслонки)20 долларов.17
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающая виброрейка Marshalltown Shockwave, деталь # 13312 (рычаг дроссельной заслонки)$ 22.82
ПОСМОТРЕТЬ ПРОДУКТ Выглаживающий вибробрус Marshalltown Shockwave, Деталь # 133010 (Запасной двигатель Honda GX35)491 руб.75
ПОСМОТРЕТЬ ПРОДУКТ Силовая виброрейка Marshalltown Shockwave, Деталь # 13309 (Захваты)$ 7.42
ПОСМОТРЕТЬ ПРОДУКТ Разравнивающий брус Marshalltown Shockwave Power Screed, Деталь # 13308 (ручка с захватами)57 долларов.81
ПОСМОТРЕТЬ ПРОДУКТ ООО «Регал Инструмент и Поставка». 3448 49-я улица Молин, Иллинойс 61265 Электронная почта: info @ regaltool.ком Авторские права © 2021 Regal Tool & Supply LLC. Все права защищены. Дизайн веб-сайтов Миннеаполиса

 В торце детали с помощью сверла необходимо сделать еще одно отверстие.
В торце детали с помощью сверла необходимо сделать еще одно отверстие.