Струбцина угловая своими руками значительно облегчит многие работы при изготовлении разнообразных конструкций. Многим мастерам часто приходится работать самостоятельно, без помощников. Выполнение некоторых операций требует одновременного удержания детали и ее обработки. Обычно при этом не хватает рук, приходится тратить время и усилия, чтобы зафиксировать детали каким-либо временным способом. Наличие среди инструмента струбцин различного размера и назначения может значительно упростить работу.
Струбцина угловая используется сварщиками, слесарями, столярами и плотниками.
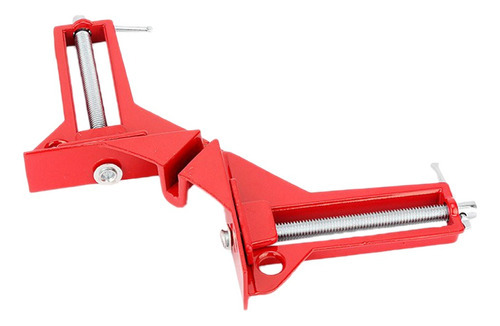
Наиболее часто используются струбцины для фиксации под углом в 90°, но при необходимости можно изготовить приспособления для любых углов.
Устройство пригодится сварщикам, слесарям, столярам и плотникам при выполнении работ в домашних условиях или в небольших частных мастерских.
Для многих умельцев данное приспособление окажется «третей рукой», помогающей, значительно облегчить выполнение работ.
Особо удобно использовать приспособление, работая в одиночку, при изготовлении мебели, рам, различных станин из профильного металла, деревянного бруска.
Схема сборки угловой струбцины.
Приспособление, способное зафиксировать две или более детали под определенным углом, называют угловой струбциной. По конструкции струбцины можно разделить на три группы:
Обычные струбцины представляют собой металлический кронштейн в виде буквы С и резьбового зажима. Применяются довольно широко при работе с деревом, металлом, пластиком. Стоимость относительно невелика, приобрести гораздо проще, чем тратить время и силы на самостоятельное изготовление.
Угловые струбцины предназначены для фиксации двух деталей под определенным углом.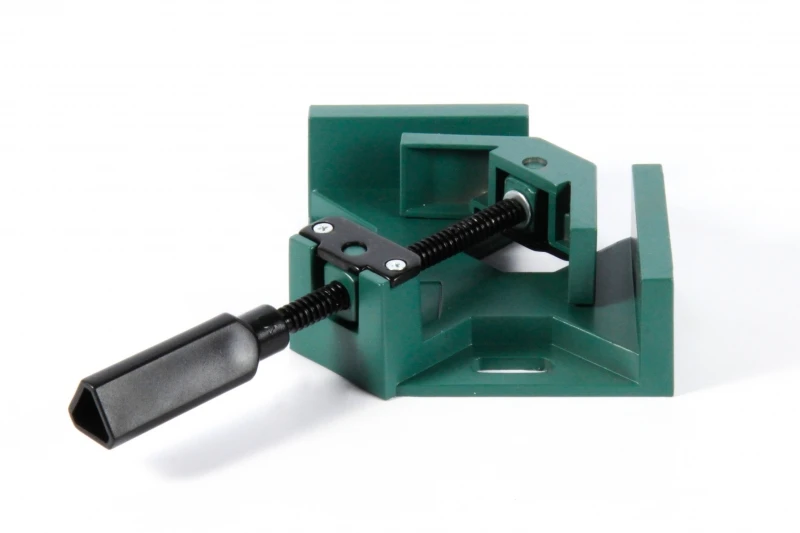 Большинство устройств имеет стационарный угол крепления в 90°, но есть приспособления с изменяемым углом. Стоимость их несколько выше обычных, промышленные конструкции не всегда устраивают по различным параметрам. Поэтому при необходимости частого использования есть смысл сделать приспособления своими руками.
Большинство устройств имеет стационарный угол крепления в 90°, но есть приспособления с изменяемым углом. Стоимость их несколько выше обычных, промышленные конструкции не всегда устраивают по различным параметрам. Поэтому при необходимости частого использования есть смысл сделать приспособления своими руками.
Для сборки конструкций из трех деталей используются объемные струбцины. Стоимость их гораздо выше обычных, изготовить самостоятельно с хорошей точностью и функциональностью довольно сложно. Использование эффективно при больших однотипных объемах работ.
Большинство конструкций можно собрать при использовании обычных струбцин и несложных приспособлений, изготовленных своими руками из бросовых материалов. Прочность и размеры будут зависеть от обрабатываемых материалов и размеров изготавливаемых конструкций.
Вернуться к оглавлению
Узел временного закрепления струбцинами.
Для изготовления понадобится отрезок ДСП или фанеры с ровной поверхностью. Форма может быть прямоугольной или треугольной с одним прямым углом. По сторонам прямого угла на расстоянии 3 – 5 см от вершины нужно саморезами закрепить два бруска, располагающихся под углом 90°, от точности их установки будет зависеть качество сборки. Детали укладываются на поверхность и прижимаются к брускам обычными струбцинами. Для удобства выступающую вершину угла можно срезать, это обеспечит доступ к стыку с нижней стороны.
Форма может быть прямоугольной или треугольной с одним прямым углом. По сторонам прямого угла на расстоянии 3 – 5 см от вершины нужно саморезами закрепить два бруска, располагающихся под углом 90°, от точности их установки будет зависеть качество сборки. Детали укладываются на поверхность и прижимаются к брускам обычными струбцинами. Для удобства выступающую вершину угла можно срезать, это обеспечит доступ к стыку с нижней стороны.
При желании конструкцию можно модернизировать. Для этого понадобится еще один отрезок фанеры или ДСП и два бруска. Из них нужно изготовить аналогичную конструкцию, которая будет прижимать детали. Бруски можно закрепить сверху листа или в торец, чтобы не было перепадов по высоте. Сжимать детали можно двумя обычными струбцинами.
Следующий шаг – устройство собственного винтового зажима. Для этого понадобиться длинная шпилька или болт, 3 гайки, скоба, ручка. Оптимальная форма оснований при установке зажима треугольная. Конец шпильки при полном сжатии без детали должен выступать за край основания.
Из прямого угла на нижнем основании нужно разметить биссектрису, линию, разделяющую прямой угол пополам. За 10-20 мм от точки пересечения с гипотенузой нужно закрепить скобой гайку с вкрученным в нее болтом. Скобу можно изготовить из тонкого металла, выгнув по форме гайки. На краях следует просверлить отверстия под шурупы.
Головка болта должна быть направлена на вершину прямого угла. На втором конце болта нужно двумя гайками закрепить ручку, которую можно изготовить из прямоугольной металлической пластины с отверстием в центре.
Струбцина своими руками готова к эксплуатации. Такую конструкцию можно использовать при изготовлении рам разного назначения из деревянных брусков, пластика, другого материала.
Вернуться к оглавлению
Струбцины из фанеры своими руками.
Большинство мебели изготавливается и собирается из листов ДСП, которые также нужно фиксировать при сборке под прямым углом. Для упрощения работы можно изготовить простое приспособление, которое значительно облегчит работу. Для этого понадобится:
Для этого понадобится:
Из имеющегося в наличии материала нужно вырезать два или более прямоугольных треугольника с катетами одинаковой длины 25-40 см. Особое внимание нужно уделить точности прямого угла, от этого будет зависеть качество сборки изделия. По углам треугольника нужно просверлить отверстия. Диаметр отверстий будет зависеть от размеров простых струбцин. Расстояния от краев отверстий до катетов треугольника должны быть не более 10-15 мм. Вместо отверстий по углам можно на гипотенузе вырезать два треугольных паза, стороны которых будут параллельны листам собираемой конструкции.
Приспособление готово к работе. Треугольник прижимается обычной струбциной к одному из листов, выравнивается по краю. Затем второй обычной струбциной прижимается вторая заготовка под прямым углом. Для надежности желательно использовать два треугольника по краям стыка. При возможности можно использовать еще несколько пар приспособлений и собрать сразу всю конструкцию.
При возможности можно использовать еще несколько пар приспособлений и собрать сразу всю конструкцию.
Вернуться к оглавлению
Схема угловой столярной струбцины.
Описанные выше конструкции можно использовать для работы с металлическими деталями. Поскольку прочность деревянных изделий намного ниже, желательно для работы с металлом изготовить железные струбцины. Промышленные угловые струбцины изготавливаются из алюминия и его сплавов. Возникающие при сварочных работах значительные механические усилия от температурных расширений быстро выводят их из строя. Электрическая дуга также крайне отрицательно воздействует на алюминий. Оптимальный материал для изготовления самодельных угловых струбцин – железо.
Хотя принцип устройства и использования аналогичен, при изготовлении нужно учесть некоторые особенности.
Для изготовления оснований угловой струбцины желательно использовать листовой металл толщиной 8-10 мм. Для фиксирующих элементов – уголок необходимого размера. Чтобы сэкономить место при большом размере уголка, полку прилегающую к основанию, можно немного обрезать. Крепить уголки лучше электросваркой, резьбовое крепление менее надежно.
Чтобы сэкономить место при большом размере уголка, полку прилегающую к основанию, можно немного обрезать. Крепить уголки лучше электросваркой, резьбовое крепление менее надежно.
Для устройства винтового зажима желательно использовать две или три гайки, сваренные между собой. Оптимальным вариантом будет изготовление кронштейна с резьбовым отверстием в центре толщиной 30-40 мм. Крепить его лучше на болтах, чтобы при срыве резьбы можно было заменить.
Для перемещения внутреннего основания следует сделать направляющие. Для этого по биссектрисе нужно вырезать паз шириной 8-10 мм. В верхнем основании просверлить отверстие. В отверстие вставить болт, закрутить снизу гайку с шайбой. Резьба на болте не должна доходить до головки, передвижение оснований друг по другу должно быть свободным.
Головку болта для перемещения верхнего основания также желательно закрепить при помощи кронштейнов на основании.
Для изготовления конструкций в трех плоскостях можно использовать уголки, описанные выше. Изготовить их желательно из металла толщиной 3-4 мм.
Изготовить описанные приспособления довольно просто, материальные затраты небольшие.
Даже при периодическом использовании такие устройства позволят сэкономить время и создать конструкцию хорошего качества.
Самое неприятное при пользовании струбциной – если поджимная шайба (пятка) заедает на шарнире и начинает прокручивать деталь. Струбцину тогда приходится снимать, переустанавливать, а мелкая деталюшка может и поломаться.
Во избежание подобной ситуации пятки струбцин фабричного производства сажаются на шаровой упор, слева на рис.:
Конструкции винтовых прижимов струбцин
Сделать его самостоятельно нереально: кроме прецизионной токарки, нужен еще металл, сочетающий в себе высокую прочность и вязкость. Поэтому прижимные узлы самодельных струбцин выполняются чаще всего чашечными под винт с шайбой (чертежи справа там же). Подобная струбцина требует регулярного ухода: пятку прополаскивают в керосине 2-3 раза, пока не перестанет выделяться муть истертого металла. Затем на стык пятки с винтом подпускают 2-3 капли веретенки, часового масла и т.п. жидкой смазки.
Резьбовые пары заводских струбцин, как известно, со специальной резьбой – прямоугольной или трапецеидальной увеличенного шага. Мастеру-любителю, скорее всего, придется использовать кусок резьбового прутка и обычную гайку с метрической катаной резьбой. Чтобы прижим не заедал, нужно, во-первых, гайку пройти вторым метчиком соотв. типоразмера. Если резьба крупнее М12, то последовательно вторым и третьим метчиками. Пруток аналогично проходится плашкой 2-3 раза, пока плашка (лерка) от удара пальцем по водилу воротка не начнет свободно «бегать» по резьбе. Во-вторых, резьбовую пару нужно также регулярно протирать ветошью с керосином и смазывать любой консистентной смазкой для машин и механизмов.
типоразмера. Если резьба крупнее М12, то последовательно вторым и третьим метчиками. Пруток аналогично проходится плашкой 2-3 раза, пока плашка (лерка) от удара пальцем по водилу воротка не начнет свободно «бегать» по резьбе. Во-вторых, резьбовую пару нужно также регулярно протирать ветошью с керосином и смазывать любой консистентной смазкой для машин и механизмов.
В заключение даем видео обзор различных конструкций поджимных шайб для самодельных струбцин:
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Это устройство не только полезное, но и предельно простое.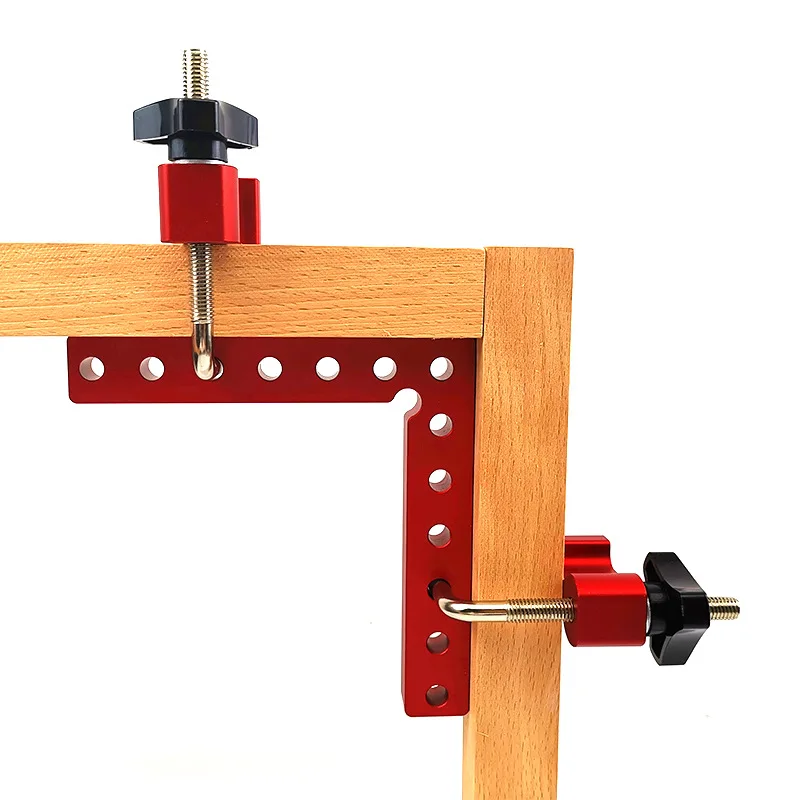 Надо помнить, что кулачковые зажимы быстродействующие, но не способны гарантировать большой силы зажима деталей. Вот почему их используют тогда, когда требуется сравнительно небольшая сила резания. Они не годятся для работы под большим давлением, как это возможно с крупной струбциной. Но при этом они чрезвычайно просты в использовании.
Надо помнить, что кулачковые зажимы быстродействующие, но не способны гарантировать большой силы зажима деталей. Вот почему их используют тогда, когда требуется сравнительно небольшая сила резания. Они не годятся для работы под большим давлением, как это возможно с крупной струбциной. Но при этом они чрезвычайно просты в использовании.
Для приготовления используют специальный шаблон. Он необходим для создания кривых. Шаблон изготавливается из металла, пластмассы или древесины. Его используют, чтобы подтянуть гладкие кривые. При этом кулачковые механизмы не являются прямым отслеживанием французской кривой. Правильный кулачок должен иметь профиль, увеличивающий расстояние между осью вращения и постоянной скоростью. В этом он напоминает спираль, прочерченный карандашом.
Готовые инструменты иногда не подходят для выполнения некоторых работ, поэтому умельцы изготавливают их своими руками. Для начала нужно приготовить отрезки ДСП или фанеры с гладкой поверхностью.
Можно выполнить устройство в формах треугольника или прямоугольника, чтобы был один прямой угол:
Следующий шаг посвящен изготовлению зажима струбцины. Нужно приготовить следующие детали: три гайки, длинную шпильку или болт, ручку, скобу:
Такой инструмент можно сделать из дерева, железа, алюминия, пластика.
Во время работы с листами для мебели нужно приготовить:
Вырезаем несколько треугольников с прямыми углами, катеты которых, равны по длине, и должны составлять 25-40 см. В зависимости от размера устройства простых струбцин, отверстия делают в углах треугольника. Расстояние должно быть 10-15 см от катетов до отверстий. На гипотенузе сделать два отверстия и прикрутить листы. Устройство готово.
Инструментов лучше сделать не одну, чтобы провести сборку всей конструкции. Изготовление их не составляет сложностей, в финансовом отношении это выгоднее, чем купить готовые, поскольку это не универсальный инструмент. Он не подойдет для всех работ по сборке мебели. Выполненное своими руками устройство можно изготовить под любую работу.
Ножовка по металлу до модификации и полученные из нее струбцины после модификации
Схема сборки
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения:
1 — планшайба; 2 — станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор:
1 — основная станина; 2 — поворотная станина; 3 — планшайба; 4 — механизм поворота планшайбы; 5 — механизм наклона планшайбы; 6 — опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Деревянные временные задимы используются в столярном деле так же широко, как стальные в слесарно-сварочном. В силу особенностей основного конструкционного материала столярные струбцины выполняются почти исключительно C-образными (струбцины-клещи).
Самое мощное из столярных зажимных устройств – струбцина-крокодил, поз. 1 на рис.:
Разновидности столярных струбцин
Губки из дуба, вяза, бука, граба, ореха. Резьбовые пары – от М12. Зажимать детали «крокодилом» дело хлопотное, поэтому вместо него нередко пользуются шарнирной винтовой C-струбциной, поз. 2. Ее «челюсти» можно переклеить из фанеры, и только накладки («губы») наклеить из прочного дерева. Вместо фасонной гайки возможно использовать обычную шестигранную, запрессовав ее в рукоять в тисках; в таком случае рукоятку нужно делать из клена, бука или вяза; дуб при запрессовывании может расколоться.
Струбцины-крокодилы используются для надежной фиксации достаточно больших и тяжелых деталей. При склеивании сильного прижима не нужно, зато струбцин нужно много, не менее 3-4 на 1 пог. м клеевого шва. Поэтому столярные струбцины для склеивания делаются чаще всего фанерными. Каждая «челюсть» переклеивается из 3-х или иного нечетного количества слоев. В одной из «челюстей» с выступом будет средний слой, а в противоположной – два крайних; таким образом, и при помощи стальной шпильки, образуется шарнир. Прижим – пружинный (поз. 3 на рис.), и из подручных эластичных материалов, поз. 4.
При склеивании сильного прижима не нужно, зато струбцин нужно много, не менее 3-4 на 1 пог. м клеевого шва. Поэтому столярные струбцины для склеивания делаются чаще всего фанерными. Каждая «челюсть» переклеивается из 3-х или иного нечетного количества слоев. В одной из «челюстей» с выступом будет средний слой, а в противоположной – два крайних; таким образом, и при помощи стальной шпильки, образуется шарнир. Прижим – пружинный (поз. 3 на рис.), и из подручных эластичных материалов, поз. 4.
Выпиливать и подгонять заготовки фанерных струбцин-крокодилов дело трудоемкое, но в распоряжении современного умельца оказывается отличный заменитель – обрезки ПВХ труб большого диаметра. Разрезное кольцо из трубы, пара деревянных палочек, столько же обрезков садового шланга, и струбцина для прижима при склеивании готова, поз. 5. Дешево и сердито. Еще о струбцинах из дерева см. ролики:
 youtube.com/embed/xQSX1Sq25sM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/xQSX1Sq25sM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Ко второму советуем перейти на YouTube и почитать комментарии, там есть советы по делу.
Эти устройства применяются для реализации большинства работ, следовательно, покупать их нужно побольше. Они производятся различного размера, однако наиболее популярными являются инструменты, имеющие ширин захвата в 100 и 150 мм. G-образные струбцины стоит приобретать только высококачественные, потому что скобы недорогих вариантов часто прогибаются и работать с ними довольно сложно.
В магазинах можно найти специализированные G-образные зажимы с увеличенной глубиной захвата. Они помогают дотянуться в недоступные простым струбцинам места. Чтобы зафиксировать накладок есть специальные кромочные зажимы, которые могут прижать деталь одновременно в двух направлениях. При выборе G-образной струбцины стоит убедиться в том, что винты крупные, поверхность плоская, а вороток толстый со скругленным концом.
Они помогают дотянуться в недоступные простым струбцинам места. Чтобы зафиксировать накладок есть специальные кромочные зажимы, которые могут прижать деталь одновременно в двух направлениях. При выборе G-образной струбцины стоит убедиться в том, что винты крупные, поверхность плоская, а вороток толстый со скругленным концом.
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
(
121 соответствующий результат,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
базируется в северной части штата
, Нью -Йорк, США
30 -дневные деньги
Гарантия обратной версии
Легко, Бесплатные
Возврат
Находясь в северной части штата Нью -Йорк, США
30 дней
Гарантия Back. Проблемы
Проблемы
Бесплатный возврат
Базируется в северной части штата Нью-Йорк, США
30-дневная гарантия возврата денег
Легкий возврат без проблем
Базируется в северной части штата Нью-Йорк, США
Деньги в течение 30 дней
Гарантия возврата
Простой и беспроблемный возврат
Быстрая доставка в течение 3–5 дней Гарантия
Надежно зажмите и держите древесину вместе!
Прочная и надежная конструкция

Универсальный и простой в использовании
Надежно зажмите и держите древесину вместе!
9№ 0012

Прочная и надежная конструкция
Универсальность и простота использования
 д.
д.
Сделайте деревообработку быстрее и проще!
Сделайте деревообработку быстрее и проще!